Kruhové Interpolace: Obrábění Kruhové Dráhy nástrojů
Při obrábění, správné rychlosti a posuvy jsou velmi důležité, aby se zabránilo poškození a maximalizovat výkon. Tradiční koncové frézovací vzorce používají povrchové záběry (SFM) a zatížení čipů (IPT) pro výpočet rychlosti (RPM) a posuvu (IPM). Tyto vzorce diktují správné parametry obrábění pro použití v lineární dráze, ve které se osa koncového mlýna pohybuje v přímce. Protože ne všechny části jsou vyrobeny z plochých povrchů, koncové mlýny se budou vždy muset pohybovat nelineární cestou. V případě obrábění kruhových nástrojových drah je dráha středové čáry koncového mlýna kruhová. Není divu, že se to označuje jako kruhová interpolace.
řezání kruhových nástrojových drah
všechny otočné koncové frézy mají vlastní úhlovou rychlost na vnějším průměru. Ale když je cesta nástroje kruhová, je zavedena další složka, která má za následek složenou úhlovou rychlost. V podstatě to znamená, že rychlost vnějšího průměru se pohybuje podstatně jinou rychlostí, než se původně očekávalo. Příčina složené úhlové rychlosti je vidět v rozdílu mezi délkami dráhy nástroje.
Vnitřní Kruhové Dráhy nástrojů
Obrázek ukazuje průřez řezný nástroj na lineární cestě, se zuby s úhlovou rychlostí vzhledem k nástroj otáčení, střed nástroje s lineární zdroj. Všimněte si, že délka dráhy nástroje bude vždy rovna délce obráběné hrany. Obrázek B ukazuje stejný řezný nástroj na vnitřní kruhové dráze, jako při obrábění otvoru. V tomto případě se úhlová rychlost zubů mění v důsledku další součásti z kruhové dráhy středu nástroje. Průměr dráhy nástroje je menší než průměr hlavního řezaného průměru. Nebo jinými slovy, délka dráhy nástroje je kratší než délka obráběné hrany, což zvyšuje úhlovou rychlost zubů. Aby se zabránilo překrmování a možnost zlomení nástroje, zvýšená úhlová rychlost zuby musí být stejný jako v lineárním případě na Obrázku A. vzorec níže mohou být použity, aby se správně snížit posuv pro vnitřní obrábění:
Vnitřní Upravená Krmiva = (vnější Průměr-Průměr Frézy) / (vnější Průměr) X Lineární Krmiva
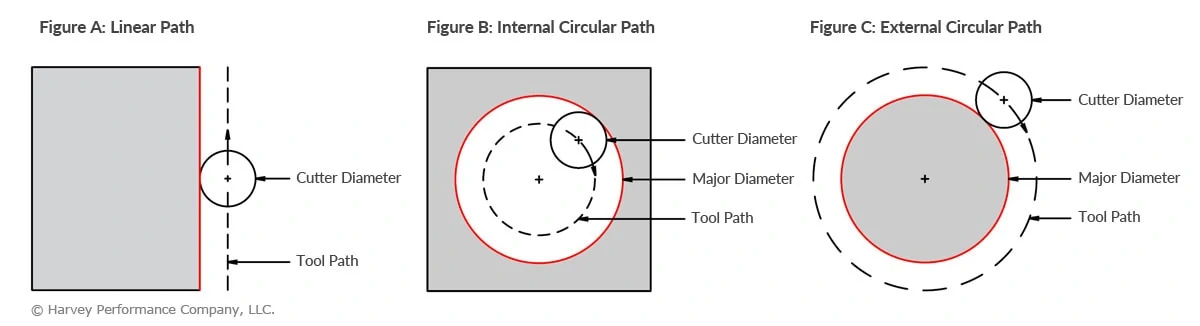
Vnější Kruhové Dráhy nástrojů
Obrázek C ukazuje stejnou řezný nástroj na externí kruhové dráze, jak tomu bylo při obrábění post. V tomto případě je průměr dráhy nástroje větší než hlavní řezaný průměr. To znamená, že délka dráhy nástroje je delší než délka obráběné hrany, což má za následek sníženou úhlovou rychlost. Chcete-li zabránit předčasnému otupení a špatné životnosti nástroje v důsledku nadměrné rychlosti, použijte níže uvedený vzorec pro správné zvýšení posuvu pro externí obrábění. Tímto způsobem je snížená úhlová rychlost zubů stejná jako v lineárním případě na obrázku a.
Vnější Upravená Krmiva = (Větší Průměr+Průměr Frézy) / (vnější Průměr) X Lineární Krmiv
Optimalizovat Svůj Výkon
úpravou krmivo způsobem za předpokladu, interních aplikací, může se zabránilo zlomení nástroje a nákladné odstávky. Externí aplikace mohou dále využívat optimalizovaný výkon a kratší doby cyklu. Je třeba také poznamenat, že tento přístup lze aplikovat na části s radiovanými rohy, eliptickými rysy a pokud je vyžadována spirálová interpolace.