cirkulær Interpolation: bearbejdning af cirkulære Værktøjsstier
ved bearbejdning er korrekte hastigheder og fremføringer meget vigtige for at undgå brud og maksimere ydeevnen. Traditionelle end fræsning formler bruger overflade optagelser (SFM) og Chip Load (IPT) til at beregne hastighed (RPM) og foder (IPM) satser. Disse formler dikterer de korrekte bearbejdningsparametre til brug i en lineær sti, hvor endemøllens midterlinie bevæger sig i en lige linje. Da ikke alle dele er lavet af flade overflader, skal endefabrikker altid bevæge sig i en ikke-lineær sti. I tilfælde af bearbejdning af cirkulære værktøjsstier er stien til endemøllens midterlinie cirkulær. Ikke overraskende kaldes dette cirkulær Interpolation.
skæring af cirkulære Værktøjsstier
alle roterende endefabrikker har deres egen vinkelhastighed ved den udvendige diameter. Men når værktøjsstien er cirkulær, er der en ekstra komponent, der introduceres, hvilket resulterer i en sammensat vinkelhastighed. Grundlæggende betyder dette, at hastigheden af den udvendige diameter bevæger sig med en væsentligt anden hastighed end oprindeligt forventet. Årsagen til den sammensatte vinkelhastighed ses i forskellen mellem værktøjets banelængder.
interne cirkulære Værktøjsstier
Figur A viser tværsnittet af et skæreværktøj på en lineær sti, hvor tænderne har vinkelhastighed på grund af værktøjets rotation, og midten af værktøjet har en lineær fremføring. Bemærk, at værktøjets banelængde altid vil være lig med længden af den bearbejdede kant. Figur B viser det samme skæreværktøj på en indvendig cirkulær bane, som det gøres ved bearbejdning af et hul. I dette tilfælde ændres tændernes vinkelhastighed som et resultat af en yderligere komponent fra værktøjets cirkulære bane. Diameteren af værktøjsstien er mindre end den største diameter, der skæres. Eller med andre ord er værktøjets banelængde kortere end den bearbejdede kantlængde, hvilket øger tændernes vinkelhastighed. For at forhindre overfodring og muligheden for værktøjsbrud skal tændernes øgede vinkelhastighed gøres den samme som i det lineære tilfælde i figur A. nedenstående formel kan bruges til korrekt at sænke tilførselshastigheden til intern bearbejdning:
intern justeret tilførsel = (større Diameter-Fræserdiameter) / (større Diameter)
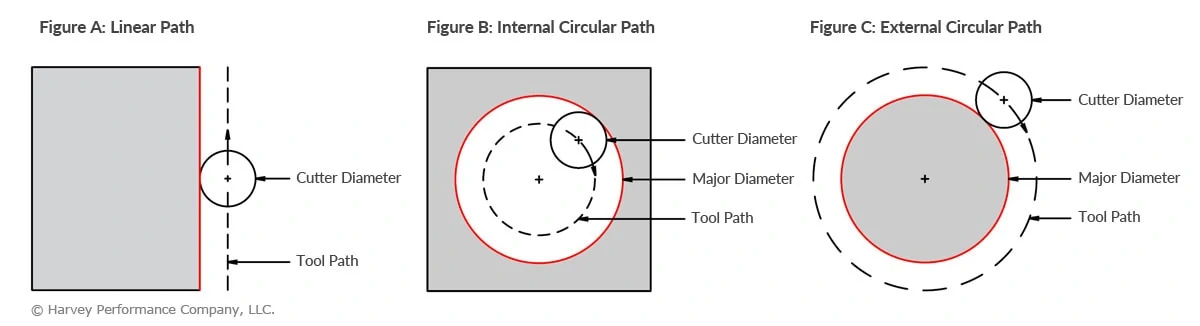
eksterne cirkulære Værktøjsstier
figur C viser det samme skæreværktøj på en ekstern cirkulær sti, som det gøres ved bearbejdning af en stolpe. I dette tilfælde er diameteren af værktøjsstien større end den største diameter, der skæres. Dette betyder, at værktøjets banelængde er længere end den bearbejdede kantlængde, hvilket resulterer i en nedsat vinkelhastighed. For at forhindre for tidlig dulling og dårlig værktøjslevetid på grund af for høj hastighed skal du bruge nedenstående formel til korrekt at hæve tilførselshastigheden til ekstern bearbejdning. På denne måde gøres den nedsatte vinkelhastighed af tænderne den samme som i det lineære tilfælde i figur A.
eksternt justeret foder = (større Diameter+Fræserdiameter) / (større Diameter) lodret lineært foder
Optimer din ydelse
ved at justere foderet på den angivne måde kan interne applikationer undgå værktøjsbrud og dyr nedetid. Desuden kan eksterne applikationer nyde optimeret ydeevne og kortere cyklustider. Det skal også bemærkes, at denne fremgangsmåde kan anvendes på dele med radiuserede hjørner, elliptiske træk og når spiralformet interpolation er påkrævet.