Nitric vs Citric Acid Passivation
Nitric vs Citric Passivation Methods
L’acciaio inossidabile è un materiale intrinsecamente resistente alla corrosione, tuttavia quando l’acciaio inossidabile viene lavorato, formato o fabbricato il ferro libero può essere introdotto sulla superficie che può corrodersi indipendentemente dal materiale di base. Una corretta passivazione dell’acciaio inossidabile con un acido ossidante come l’acido nitrico o citrico rimuove questo ferro libero e promuove la crescita di uno strato protettivo di ossido sottile e denso che massimizza la resistenza alla corrosione dell’acciaio inossidabile. A seconda del tipo di acciaio inossidabile e dell’applicazione finale, alcuni processi di passivazione possono eseguire meglio la passivazione rispetto ad altri. In questo articolo confronteremo nitrico vs acido citrico passivazione che sono le due chimiche primarie specificate in ASTM A967 e AMS 2700.
Passivazione dell’acido nitrico

Quando si confronta la passivazione nitrica vs citrico, il metodo più comune utilizzato in tutta l’industria è la passivazione dell’acido nitrico. I processi di passivazione dell’acido nitrico erano la passivazione originale elaborata specificata in QQ-P-35, la prima specifica militare che copre la passivazione, revisione A rilasciata nel 1960. La passivazione dell’acido nitrico offre una gamma di opzioni per personalizzare il potenziale ossidante dell’acido per adattarsi a un grado specifico di acciaio inossidabile. I vari metodi e tipi di passivazione dell’acido nitrico includono diverse opzioni riscaldate e opzioni che includono un dicromato di sodio.
Maggiore è la concentrazione di acido nitrico e maggiore è la temperatura dell’acido nitrico, maggiore è il potenziale ossidante della chimica di passivazione. Il dicromato di sodio può anche essere aggiunto all’acido nitrico per aumentare la capacità ossidante del bagno rendendolo migliore per acciai inossidabili meno resistenti alla corrosione, come i gradi induriti per precipitazione, martensitici e ferritici di acciaio inossidabile. Questi gradi di acciaio inossidabile hanno meno nichel e cromo in loro che li rende più suscettibili all’incisione. Maggiore è il potenziale ossidante della chimica, più veloce ed efficace è la barriera passiva di ossido sulla superficie, riducendo il potenziale di incisione.
Una sintesi dei vari acido nitrico passivazione metodi ASTM A967 è fornito di seguito:
- Nitrico 1: 20-25 v% Acido Nitrico, 2.5 w% Dicromato di Sodio, 120-130F, a 20 Minuti minimo
- Nitrico 2: 20-45 v% Acido Nitrico, 70-90F, 30 Minuti minimo
- Nitrico 3: 20-25 v% Acido Nitrico, 120-140F, a 20 Minuti minimo
- Nitrico 4: 45-55 v% Acido Nitrico, 120-130F, 30 Minuti minimo
- Nitrico 5: Altre combinazioni di temperatura, il tempo, e acido, con o senza acceleranti, inibitori o soluzioni proprietarie in grado di produrre parti che passano di prova specificata requisiti
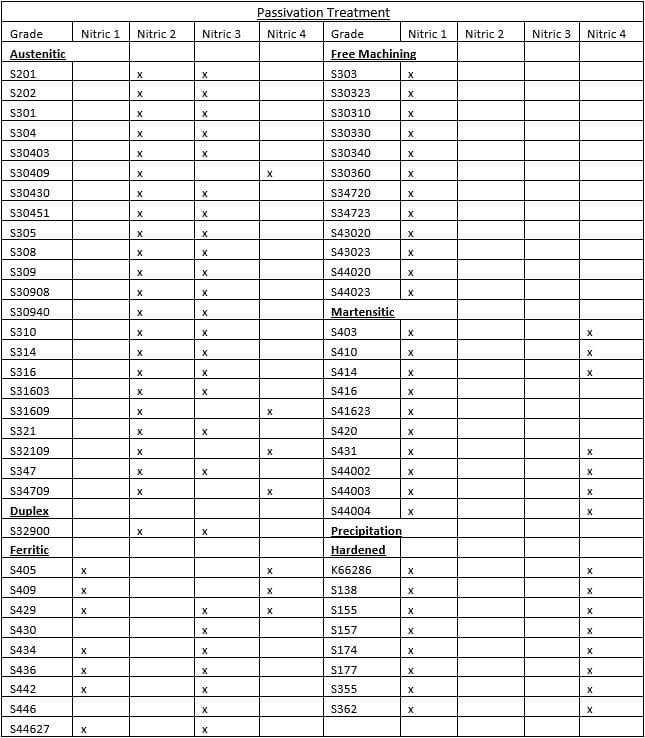
ASTM A967 offre anche un riferimento molto utile in acciaio per il metodo consigliato per l’acido nitrico la passivazione. Viene fornito un riepilogo di questa tabella:
Contaminazione di passivazione chimica può portare ad attacco lampo della superficie, che producono una superficie fortemente inciso o più scuro. Un contenimento comune che porta all’attacco lampo è cloruri che possono provenire da diverse fonti, tra cui il trascinamento in acidi o l’utilizzo di cloruro nell’acqua. Inoltre, l’accumulo organico nei bagni di passivazione come il trascinamento degli oli di lavorazione da parti che non sono adeguatamente pulite, può portare ad attacchi di flash o all’incisione dell’acciaio inossidabile. Pertanto, è necessaria un’analisi analitica regolare e la manutenzione delle sostanze chimiche di passivazione. Alcuni metodi di passivazione sono anche più resistenti agli attacchi flash rispetto ad altri. Per la passivazione dell’acido nitrico i bagni con maggiore potenziale ossidante sono anche più resistenti agli attacchi flash. L’acido nitrico è anche più resistente all’attacco flash rispetto all’acido citrico.
Passivazione dell’acido citrico
La passivazione dell’acido citrico è stata sviluppata da Adolf Coors brewing company per la passivazione dell’interno dei fusti di birra. Offre un’alternativa efficace alla passivazione nitrica con meno problemi di manipolazione ed è considerato ecologico nell’elenco GRAS (generalmente riconosciuto come sicuro) per la FDA, rendendolo ideale per applicazioni alimentari e bevande.
Quando si confronta la passivazione nitrica vs citrico, le soluzioni citriche possono passivare efficacemente una gamma più ampia di leghe di acciaio inossidabile rispetto a qualsiasi soluzione di passivazione di acido nitrico, consentendo di passivare assemblaggi di diverse leghe di acciaio inossidabile.
I chimici di passivazione rimuovono il ferro libero dalla superficie ma possono anche rimuovere alcuni nichel e cromo dall’acciaio inossidabile. La rimozione di nichel e cromo riduce il materiale resistente alla corrosione sulla superficie lasciando uno strato di ossido più sottile. La passivazione dell’acido citrico rimuove selettivamente il ferro su nichel e cromo lasciando uno strato di ossido resistente alla corrosione più spesso della passivazione dell’acido nitrico
Una volta che gli altri vantaggi dell’acido citrico sono la formulazione del bagno può essere regolata per ridurre i tempi di ciclo rispetto all’acido nitrico, consentendo un aumento della produttività e Tempi di ciclo a partire da 4 minuti sono possibili con alcune formulazioni di passivazione dell’acido citrico. Di seguito è riportato un riepilogo delle varie concentrazioni e tempi di passivazione dell’acido citrico di ASTM A967.
- Citrico 1: 4-10 w% di Acido Citrico, 140-160F, 4 Minuti minimo
- Citrico 2: 4-10 w% di Acido Citrico, 120-140F, a 10 Minuti minimo
- Citrico 3: 4-10 w% di Acido Citrico, 70-120F, a 20 Minuti minimo
- Citrico 4: Altre combinazioni di temperatura, il tempo e la concentrazione di acido citrico con o senza uso di sostanze chimiche per migliorare la pulizia, acceleranti o inibitori in grado di produrre parti che superano la prova specifica dei requisiti.
- Citrico 5: Altre combinazioni di temperatura tempo e concentrazione di acido citrico con o senza prodotti chimici per migliorare la pulizia, acceleranti o inibitori in grado di produrre parti che superano i requisiti di prova specificati. Bagno di immersione da controllare a pH di 1.8-2.2
Pretrattamento di passivazione
Un requisito universale quando si confronta la passivazione dell’acido nitrico rispetto all’acido citrico è la necessità che le parti siano pretrattate correttamente. Per il grado martensitico e i gradi induriti precipitazione di acciaio inossidabile che sono trattati termicamente, c’è un potenziale per la scala sulle parti dopo il processo di indurimento. Per le parti lavorate ci sono fluidi da taglio e altri oli. Infine, per le assemblee c’è scala di saldatura e segni di calore. Qualsiasi di queste scale o oli lasciati su una parte inferiore la protezione contro la corrosione del materiale e in passivazione inibirà l’efficacia e può danneggiare le parti. Le scale e gli oli devono essere rimossi prima della passivazione. Gli oli possono essere semplicemente puliti o sgrassati a vapore dalle parti. Mentre la scala deve essere rimossa con acidi minerali decalcificanti come l’acido cloridrico o disossidanti inorganici come il permanganato di potassio o con metodi abrasivi come la sabbiatura dei media o la lucidatura vibratoria. I metodi meccanici di rimozione della scala sono raccomandati per quelle parti che richiedono una superficie molto uniforme particolarmente per le parti con le zone termicamente influenzate quali le saldature.
Conclusione
La passivazione dell’acciaio inossidabile è un componente critico nella produzione di componenti in acciaio inossidabile per garantire una resistenza alla corrosione completamente ottimizzata. Ci sono molti fattori diversi quando si sceglie un metodo di passivazione citrico vs nitrico e questo articolo ha coperto alcune delle basi della scelta di un processo di passivazione. Per ulteriori informazioni e quale processo può essere giusto per la vostra applicazione non esitate a contattare un membro di Advanced Plating Technologies Sales & Engineering group a [email protected] oppure 414.271.8138.