Stampaggio a freddo

Storicamente, se nel legno fossero necessarie forme curve, alberi e rami opportunamente sagomati si troverebbero nella foresta locale e si dividerebbero (o scissi) al centro. Più comunemente, le forme curve possono essere tagliate dal solido, piegato a vapore o modellato a freddo laminando insieme strisce sottili o faccette e incollandole sotto pressione attorno a un ex come descritto di seguito.
Nota:Semplicemente tagliando una forma curva da una tavola di legno può risultare in luoghi in cui la venatura del legno è orientata più attraverso la larghezza che lungo la lunghezza del pezzo. Questo è noto come grano corto ed è una debolezza che rischia di rompersi sotto carico.
Introduzione
Nella sua forma più semplice, per produrre una rotaia curva ad esempio, uno stampo è realizzato in due parti come mostrato, quindi strisce di legno incollate e posizionate tra di loro (si noti che la curva esterna è più grande della curva interna per consentire lo spessore della rotaia). Le strisce dovrebbero avere uno spessore di circa 1 mm e essere più lunghe del necessario per la guida finita. Questo perché le strisce scivoleranno l’una sull’altra quando vengono compresse lasciando le estremità a gradini che dovranno essere tagliate.
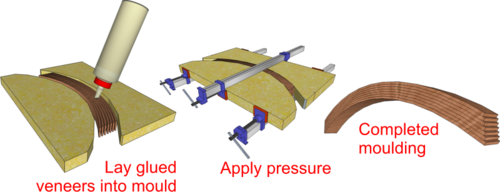
I pezzi dello stampo devono essere cerati o ricoperti di polietilene, ad esempio, per evitare che la guida laminata si attacchi ad essa. Le due metà sono strette insieme fino a quando la colla non si regola (ad esempio usando crampi “G”, crampi dell’anta o mettendo in una morsa di legno, ad esempio). Una volta incollate, le strisce non sono in grado di tornare nella loro posizione originale e quindi la forma viene mantenuta.
Stampaggio a sacco a vuoto
Una tecnica alternativa, particolarmente adatta per forme più larghe e meno profonde (ad esempio un coperchio a scatola o un vassoio poco profondo), consiste nell’utilizzare la pressione atmosferica per forzare le faccette sottili attorno a uno stampo a pezzo unico. Gli strati di impiallacciatura sono incollati e posizionati su uno stampo come mostrato. Lo stampo deve essere robusto e può essere sostenuto su una base, o una piastra, con fessure o fori per garantire che l’aria possa essere estratta. Una volta così preparato, lo stampo caricato viene posizionato all’interno di un sacchetto sigillato e l’aria viene aspirata per creare un vuoto, causando la pressatura delle faccette attorno allo stampo. Il processo è utile anche quando si impiallacciano lastre piane di pannelli fabbricati.

Per il lavoro normale, un forte tessuto rivestito di gomma o poliuretano ‘borsa’, o tubo sigillato, è disponibile in commercio e fornito completo di pompa a vuoto (ad esempio Bagpress). Il processo può essere modellato per progetti di design e tecnologia su scala più piccola in faccette sottili (o anche strati di carta, ad esempio) e forme semplici possono essere ottenute utilizzando un sacchetto di polietilene spesso evacuato con un aspirapolvere domestico (potrebbe essere necessario un po ‘ di ingegno per collegare il detergente al sacchetto e una valvola per sigillare il vuoto).
Lo stampaggio a sacco sottovuoto (aka Vacuum Bagging) è anche un metodo alternativo di stampaggio della vetroresina al lay-up manuale. Ha il vantaggio di fornire una pressione uniforme sull’intero stampo fino a quando la resina non viene indurita. La tecnica può essere utilizzata anche per modellare forme relativamente poco profonde fatte forse da un reticolo o da strati di legname sottile piegato a vapore srtrips o impiallacciatura.
Uso nella costruzione di barche
Una tecnica di stampaggio a freddo è stata utilizzata nella costruzione di barche in cui strati di impiallacciatura sono laminati l’uno sull’altro con direzioni di grano alternate a circa 60-70 gradi l’uno all’altro. Il risultato è una robusta struttura monoscocca, simile a uno scafo in fibra di vetro ma sostanzialmente più leggera.