Avid CNC Benchtop Pro vs Mild Steel-デスクトップガントリールーターで鋼をカットすることはできますか?
ちょうど軟鋼を切断する卓上ガントリールーターをテストする非常に良いビデオを見つけました。
“Breaking Taps”というYouTuberは、HSMAdvisorによって生成された速度とフィードを使用して出発点を取得しました。
正確に彼が計算にあった場所を確認するために、私はHSMAdvisorのすべてのカットを再現することにしました。
私が作ったいくつかの仮定:
- 用具のタイプ:固体エンドミル。 このような軽い機械ではHP/Roughing toolタイプを使用することはお勧めしませんので、これはBTが使用したツールであると仮定しました。
- ツールスティックアウトは約3/4″のように見えたので、私はその番号を使用しました。
- 材質はA36熱延鋼に設定しました。
テスト1)分4:52
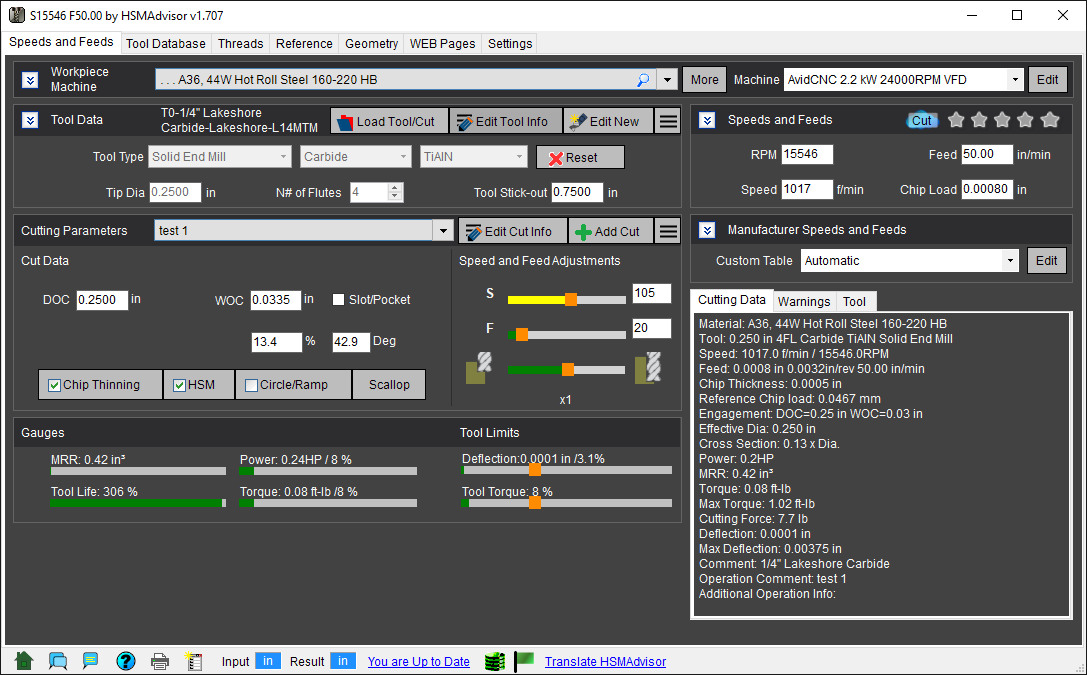
良い、遅いと非常に安全な出発点。
検定2分前6:20
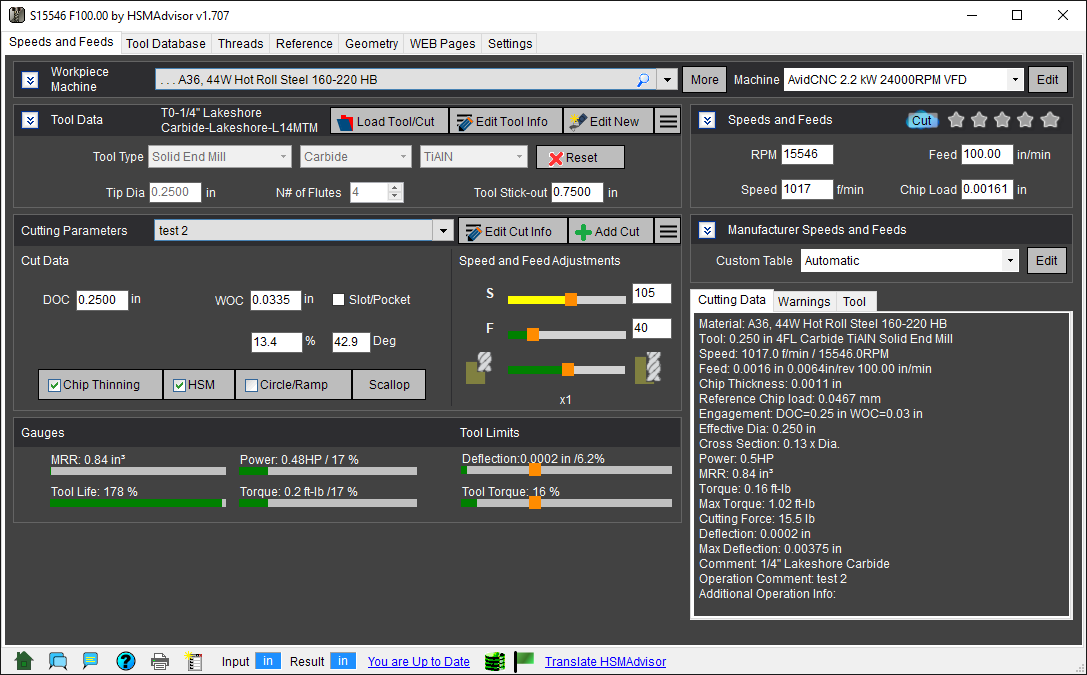
以前と同じくらい積極的ですが、私たちはまだそれをさらに押し進めることができます。
検定3分7秒前:10
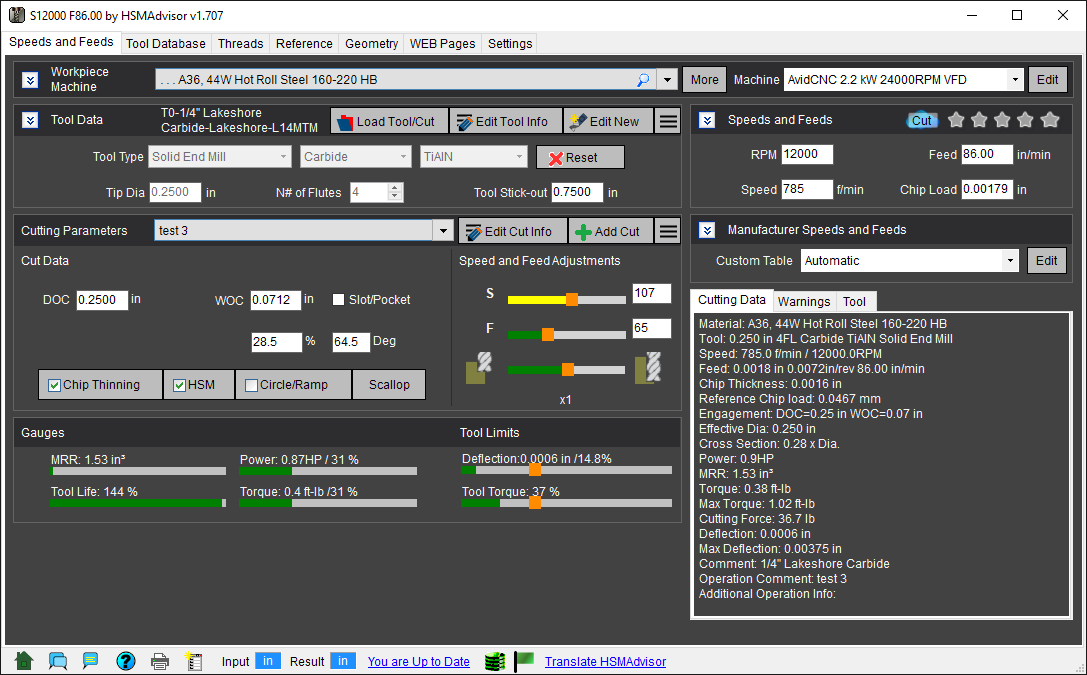
ここでは、機械の剛性の欠如が現れ始めていることがわかります。 しかし、65%の飼料率ではまだ生きています。
テスト4)分8:30
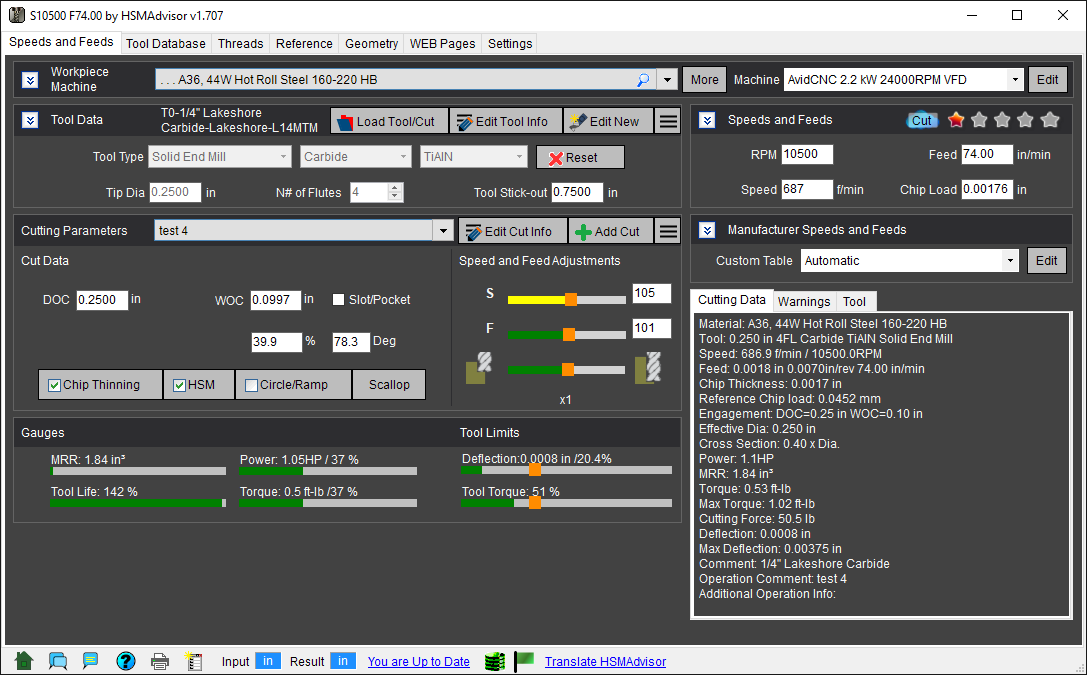
この最後のテストはまったくうまくいきませんでした。
マシンがついに限界に達し、エンドミルがすべて壊れたS&Fは約100%でオーバーライド
これはソフトウェアのせいでしたか? そうじゃない!
それがより重い機械であれば、最後のカットはそれほど難しいとは考えられません。
ここでは、松浦VMCのフルスロットカットです:
そして、ここではHP/荒加工エンドミルツールタイプを使用して行われた計算です:
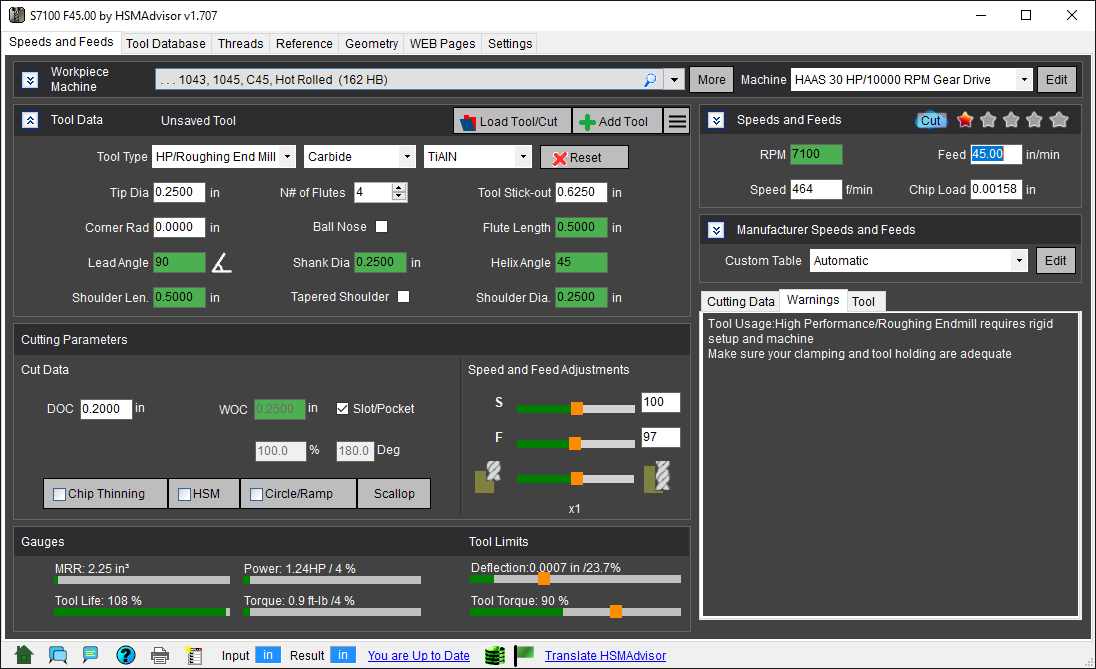
私が”固体エンドミル”用具定義を使用していたら、私は176%に供給の手数料を45ipmの送り速度に一致させるためにダイヤルしなければならない!
では、軽い機械のユーザーは、タップエンドミルを壊さないために何ができますか?
まず、マシンプロファイル設定でスピンドルトルク曲線が構築され、有効になっていることを確認してください。
最も簡単な解決策は、スピンドルをデレートすることです。 マシンプロファイル設定には「警告」レベルがあります。 まず、それを50%に設定すると、マシンの能力を超えることからあなたを救うはずです。
全体的に、これはこの小さなマシンの能力と、HSMAdviasorのようなソフトウェアがそれらを発見するのに役立つ大きな助けの素晴らしいテストでした。