Sirkulær Interpolering: Maskinering Av Sirkulære Verktøybaner
ved bearbeiding er riktige hastigheter og strømmer svært viktige for å unngå brudd og maksimere ytelsen. Tradisjonelle sluttmalingsformler bruker Overflateopptak (SFM) og Chip Load (IPT) til å beregne Hastighet (RPM) og Feed (IPM) priser. Disse formlene dikterer de riktige bearbeidingsparametrene for bruk i en lineær bane hvor sluttmøllens midtlinje beveger seg i en rett linje. Siden ikke alle deler er laget av flate overflater, må sluttmøller alltid bevege seg i en ikke-lineær bane. Ved bearbeiding av sirkulære verktøybaner er banen til sluttmøllens midtlinje sirkulær. Ikke overraskende kalles Dette Sirkulær Interpolering.
Skjære Sirkulære Verktøybaner
alle roterende endemøller har sin egen vinkelhastighet ved utvendig diameter. Men når verktøybanen er sirkulær, er det en ekstra komponent som innføres, noe som resulterer i en sammensatt vinkelhastighet. I utgangspunktet betyr dette at hastigheten til utvendig diameter beveger seg med en vesentlig annen hastighet enn opprinnelig forventet. Årsaken til den sammensatte vinkelhastigheten er sett i ulikheten mellom verktøybanelengder.
Interne Sirkulære Verktøybaner
Figur A viser tverrsnittet av et skjæreverktøy på en lineær bane, med tennene som har vinkelhastighet på grunn av verktøyrotasjon, og midten av verktøyet har en lineær mating. Merk at verktøybanelengden alltid vil være lik lengden på den maskinbearbeidede kanten. Figur B viser det samme skjæreverktøyet på en indre sirkulær bane, som gjort ved bearbeiding av et hull. I dette tilfellet endres tannens vinkelhastighet som følge av en ekstra komponent fra den sirkulære banen til verktøyets senter. Diameteren på verktøybanen er mindre enn den store diameteren som blir kuttet. Eller med andre ord er verktøybanelengden kortere enn den maskinbearbeidede kantlengden, noe som øker tannens vinkelhastighet. For å forhindre overfeeding og muligheten for verktøybrudd, må den økte vinkelhastigheten til tennene gjøres den samme som i det lineære tilfellet I Figur A. formelen nedenfor kan brukes til å senke matehastigheten riktig for intern maskinering:
Internjustert Mating = (Stor Diameter-Kutterdiameter) / (Stor Diameter) × Lineær Mating
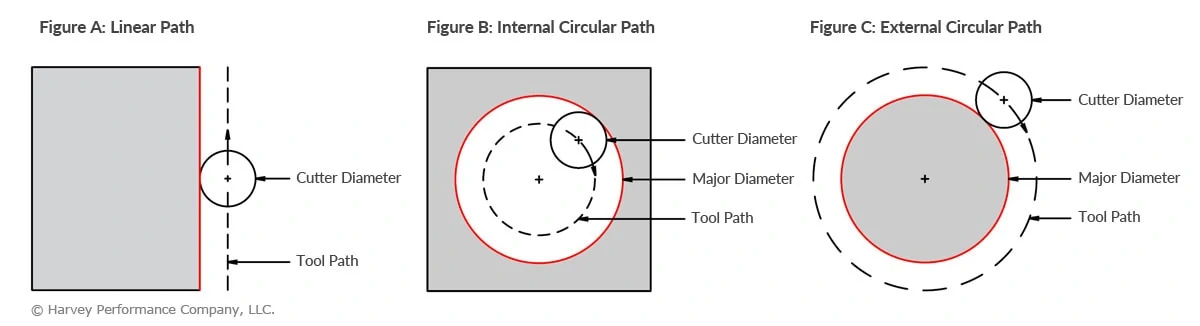
Eksterne Sirkulære Verktøybaner
Figur C viser det samme skjæreverktøyet på en ekstern sirkulær bane, som gjort ved bearbeiding av en stolpe. I dette tilfellet er diameteren på verktøybanen større enn den store diameteren som kuttes. Dette betyr at verktøybanelengden er lengre enn den maskinerte kantlengden, noe som resulterer i en redusert vinkelhastighet. For å forhindre for tidlig dulling og dårlig verktøylevetid på grunn av overhastighet, bruk formelen nedenfor for å øke matehastigheten for ekstern bearbeiding. På denne måten blir tannens reduserte vinkelhastighet gjort det samme som i det lineære tilfellet I Figur A.
Ekstern Justert Feed = (Større Diameter+Kutterdiameter) / (Større Diameter) × Lineær Feed
Optimaliser Ytelsen
ved å justere strømmen på den måten som er gitt, kan interne applikasjoner unngå verktøybrudd og kostbar nedetid. Videre kan eksterne applikasjoner nyte optimalisert ytelse og kortere syklustider. Det skal også bemerkes at denne tilnærmingen kan brukes på deler med radierte hjørner, elliptiske egenskaper og når spiralformet interpolering er nødvendig.