cirkelvormige interpolatie: cirkelvormige gereedschapspaden bewerken
bij het bewerken zijn goede snelheden en feeds zeer belangrijk om breuk te voorkomen en de prestaties te maximaliseren. Traditionele eindfrezen formules maken gebruik van Oppervlaktebeelden (SFM) en Chip Load (IPT) om snelheid (RPM) en Feed (IPM) tarieven te berekenen. Deze formules dicteren de juiste bewerkingsparameters voor gebruik in een lineair pad waarin de middellijn van de eindwalserij in een rechte lijn rijdt. Omdat niet alle onderdelen zijn gemaakt van vlakke oppervlakken, zullen de eindmolens steevast moeten bewegen in een niet-lineair pad. In het geval van het bewerken van cirkelvormige gereedschapsbanen, is het pad van de middellijn van de eindmolen cirkelvormig. Niet verrassend, dit wordt aangeduid als circulaire interpolatie.
cirkelvormige gereedschapsbanen
alle roterende eindfrezen hebben hun eigen hoeksnelheid aan de buitendiameter. Maar wanneer het gereedschapspad cirkelvormig is, is er een extra component die wordt geïntroduceerd, wat resulteert in een samengestelde hoeksnelheid. Kortom, dit betekent dat de snelheid van de buitendiameter reist met een wezenlijk andere snelheid dan oorspronkelijk verwacht. De oorzaak van de samengestelde hoeksnelheid wordt gezien in het verschil tussen de lengtes van de gereedschapsweg.
interne cirkelvormige gereedschapsbanen
figuur A toont de dwarsdoorsnede van een snijgereedschap op een lineair pad, met de tanden met een hoeksnelheid door rotatie van het gereedschap, en het midden van het gereedschap met een lineaire voeding. Merk op dat de lengte van het gereedschapspad altijd gelijk is aan de lengte van de bewerkte rand. Figuur B toont hetzelfde snijgereedschap op een intern cirkelvormig pad, als bij het bewerken van een gat. In dit geval wordt de hoeksnelheid van de tanden veranderd als gevolg van een extra component van het cirkelvormige pad van het centrum van het gereedschap. De diameter van het gereedschapspad is kleiner dan die van de hoofddiameter die wordt gesneden. Of, met andere woorden, de gereedschapspadlengte is korter dan de bewerkte randlengte, waardoor de hoeksnelheid van de tanden toeneemt. Om te voorkomen dat overvoeding en de mogelijkheid van gereedschapsbreuk, de toenemende hoeksnelheid van de tanden worden aangebracht, moeten dezelfde zijn als in het lineaire geval in Figuur A. van De onderstaande formule kan worden gebruikt om goed te lager de aanzet voor interne bewerking:
Interne Aangepast Feed = (Grote Diameter-Frees) / (Grote Diameter) × Lineaire Feed
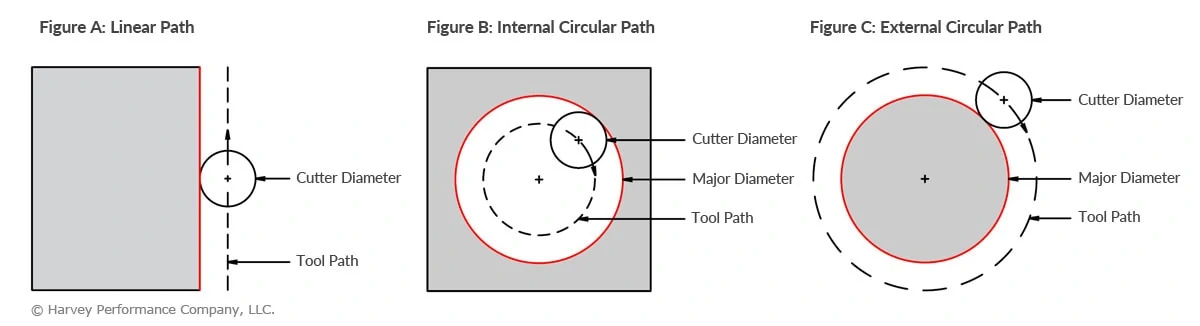
Externe Ronde Tool Paden
Figuur C toont dezelfde snij-hulpprogramma op een externe cirkelvormig pad, zoals bij het bewerken van een bericht. In dit geval is de diameter van het gereedschapspad groter dan de belangrijkste diameter die wordt gesneden. Dit betekent dat de gereedschapspadlengte langer is dan de bewerkte randlengte, wat resulteert in een verminderde hoeksnelheid. Om voortijdige dofheid en een slechte standtijd als gevolg van te hoge snelheid te voorkomen, gebruikt u de onderstaande formule om de toevoersnelheid voor externe bewerking goed te verhogen. Op deze manier wordt de verminderde hoeksnelheid van de tanden hetzelfde gemaakt als in het lineaire geval in Figuur A.
extern aangepast voer = (hoofddiameter+snijdiameter) / (hoofddiameter) × lineair voer
Optimaliseer uw prestaties
door de toevoer aan te passen op de geboden manier, kunnen interne toepassingen gereedschapsbreuk en kostbare stilstandtijd voorkomen. Verder kunnen externe toepassingen genieten van geoptimaliseerde prestaties en kortere cyclustijden. Ook moet worden opgemerkt dat deze aanpak kan worden toegepast op delen met afgeronde hoeken, elliptische kenmerken en wanneer spiraalvormige interpolatie is vereist.