interpolare circulară: prelucrarea căilor de scule circulare
la prelucrare, vitezele și fluxurile adecvate sunt foarte importante pentru a evita ruperea și a maximiza performanța. Formulele tradiționale de frezare finală utilizează imagini de suprafață (SFM) și încărcare cip (IPT) pentru a calcula viteza (RPM) și ratele de alimentare (IPM). Aceste formule dictează parametrii de prelucrare corecți pentru utilizare într-o cale liniară în care linia centrală a morii finale se deplasează în linie dreaptă. Deoarece nu toate piesele sunt realizate din suprafețe plane, morile de capăt vor trebui invariabil să se deplaseze pe o cale neliniară. În cazul prelucrării căilor de scule circulare, calea liniei centrale a morii de capăt este circulară. Nu este surprinzător că aceasta este denumită interpolare circulară.
tăierea căilor de scule circulare
toate morile de capăt rotative au propria lor viteză unghiulară la diametrul exterior. Dar când calea sculei este circulară, există o componentă suplimentară care este introdusă, rezultând o viteză unghiulară compusă. Practic, aceasta înseamnă că viteza diametrului exterior se deplasează la o viteză substanțial diferită de cea așteptată inițial. Cauza vitezei unghiulare compuse este văzută în disparitatea dintre lungimile căii sculei.
căi circulare interne ale sculei
Figura A prezintă secțiunea transversală a sculei de tăiere pe o cale liniară, dinții având o viteză unghiulară datorată rotației sculei, iar centrul sculei având o alimentare liniară. Rețineți că lungimea căii sculei va fi întotdeauna egală cu lungimea marginii prelucrate. Figura B prezintă același instrument de tăiere pe o cale circulară internă, așa cum se face la prelucrarea unei găuri. În acest caz, viteza unghiulară a dinților este modificată ca urmare a unei componente suplimentare din calea circulară a Centrului sculei. Diametrul căii sculei este mai mic decât cel al diametrului major tăiat. Sau, cu alte cuvinte, lungimea traseului sculei este mai scurtă decât lungimea muchiei prelucrate, crescând viteza unghiulară a dinților. Pentru a preveni supraalimentarea și posibilitatea ruperii sculei, viteza unghiulară crescută a dinților trebuie făcută la fel ca în cazul liniar din figura A. formula de mai jos poate fi utilizată pentru a reduce în mod corespunzător viteza de alimentare pentru prelucrarea internă:
alimentare reglată intern = (diametru Major-diametrul tăietorului) / (diametru Major) alimentare liniară
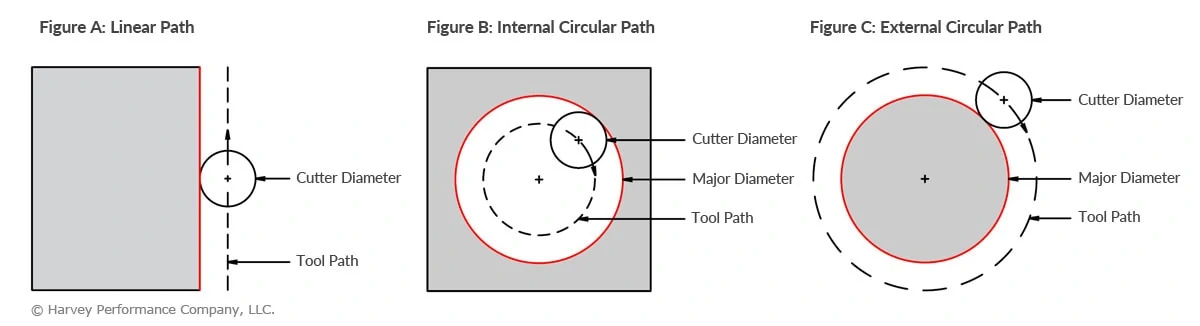
căi de scule circulare externe
figura C prezintă același instrument de tăiere pe o cale circulară externă, așa cum se face la prelucrarea unui stâlp. În acest caz, diametrul căii sculei este mai mare decât diametrul major tăiat. Aceasta înseamnă că lungimea căii sculei este mai lungă decât lungimea muchiei prelucrate, rezultând o viteză unghiulară scăzută. Pentru a preveni tocirea prematură și durata de viață slabă a sculei din cauza vitezei excesive, utilizați formula de mai jos pentru a crește corect viteza de alimentare pentru prelucrarea externă. În acest fel, viteza unghiulară scăzută a dinților este făcută la fel ca în cazul liniar din figura A.
external Adjusted Feed = (diametru Major+diametru tăietor) / (diametru Major) Flux liniar de alimentare
Optimizați-vă performanța
ajustând alimentarea în modul prevăzut, aplicațiile interne pot evita ruperea sculei și timpul de oprire costisitor. Mai mult, aplicațiile externe se pot bucura de performanțe optimizate și de timpi de ciclu mai scurți. De asemenea, trebuie remarcat faptul că această abordare poate fi aplicată pieselor cu colțuri radiate, caracteristici eliptice și atunci când este necesară interpolarea elicoidală.