Pyöreä interpolointi: työstö pyöreät Työkalupolut
työstettäessä oikeat nopeudet ja syötteet ovat erittäin tärkeitä rikkoutumisen välttämiseksi ja suorituskyvyn maksimoimiseksi. Perinteiset päätyjyrsintäkaavat käyttävät pintamateriaalia (SFM) ja Sirukuormaa (IPT) nopeuden (RPM) ja syöttönopeuden (IPM) laskemiseen. Nämä kaavat sanelevat oikeat työstöparametrit käytettäväksi lineaarisella polulla, jossa päätymyllyn keskilinja kulkee suorassa linjassa. Koska kaikkia osia ei ole valmistettu tasaisista pinnoista, päätemyllyjen on aina liikuttava epälineaarista tietä. Työstettäessä pyöreitä työkalupolkuja päätymyllyn keskilinjan polku on pyöreä. Ei ole yllättävää, että tätä kutsutaan Kiertoliittymäksi.
leikkaavat pyöreät Työkaluradat
kaikilla pyörivillä päätemyllyillä on oma kulmanopeus ulkohalkaisijalla. Mutta kun työkalurata on pyöreä, siihen lisätään komponentti, joka johtaa yhdisteen kulmanopeuteen. Periaatteessa tämä tarkoittaa sitä, että ulkohalkaisijan nopeus kulkee huomattavasti eri nopeudella kuin alun perin oletettiin. Yhdisteen kulmanopeuden syy näkyy työkalupolun pituuksien välisissä eroissa.
sisäiset ympyränmuotoiset Työkalupolut
Kuvassa A on leikkuutyökalun poikkileikkaus lineaarisella polulla siten, että hampailla on työkalun pyörimisestä johtuva kulmanopeus ja työkalun keskellä lineaarinen syöttö. Huomaa, että työkalupolun pituus on aina sama kuin työstetyn reunan pituus. Kuvassa B on sama leikkuutyökalu sisäisellä ympyräradalla, kuten reikää työstettäessä. Tällöin hampaiden kulmanopeus muuttuu työkalun keskipisteen ympyräradalta tulevan lisäkomponentin seurauksena. Työkalupolun halkaisija on pienempi kuin leikattavan suuren halkaisijan halkaisija. Tai toisin sanoen työkalupolun pituus on lyhyempi kuin koneistetun reunan pituus, mikä lisää hampaiden kulmanopeutta. Yliruokinnan ja työkalun rikkoutumisen estämiseksi hampaiden kulmanopeuden on oltava sama kuin kuvan a lineaarisessa tapauksessa. alla olevaa kaavaa voidaan käyttää sisäisen koneistuksen syöttönopeuden alentamiseen:
sisäinen mukautettu syöttö = (suuri halkaisija-leikkurin halkaisija) / (suuri halkaisija) × Lineaarinen syöttö
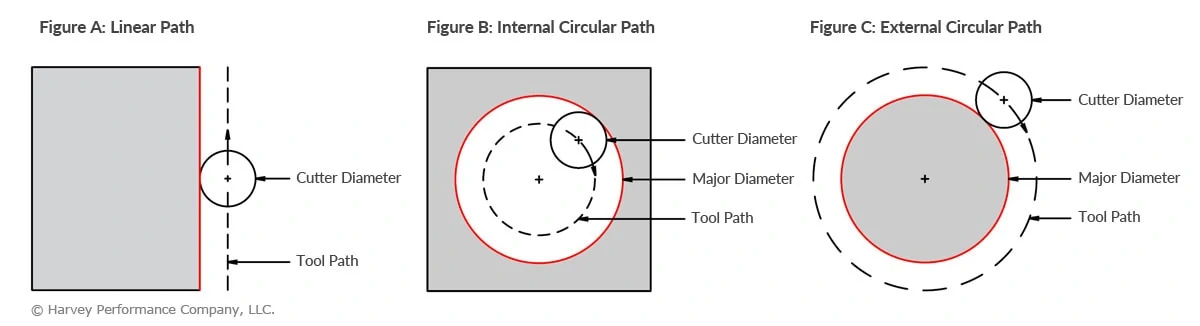
ulkoinen Pyöreä Työkalupolku
Kuvassa C on sama leikkuri ulkoisella ympyräpolulla kuin pylvästä työstettäessä. Tässä tapauksessa, halkaisija työkalu polku on suurempi kuin suuri halkaisija leikataan. Tämä tarkoittaa, että työkalupolun pituus on pidempi kuin koneistetun reunan pituus, jolloin kulmanopeus laskee. Ennenaikaisen tylsymisen ja huonon työkalun käyttöiän estämiseksi ylinopeudesta johtuen, käytä alla olevaa kaavaa nostaaksesi syöttönopeutta ulkoiselle koneistukselle. Näin hampaiden pienentynyt kulmanopeus saadaan samaksi kuin lineaarisessa tapauksessa Kuvassa A.
ulkoinen mukautettu syöttö = (suuri halkaisija+leikkurin halkaisija) / (suuri halkaisija) × Lineaarinen syöttö
optimoi suorituskyky
säätämällä syöttöä säädetyllä tavalla sisäiset sovellukset voivat välttää työkalun rikkoutumisen ja kalliin seisokin ajan. Lisäksi ulkoiset sovellukset voivat nauttia optimoidusta suorituskyvystä ja lyhyemmistä sykliajoista. On myös huomattava, että tätä lähestymistapaa voidaan soveltaa osiin, joilla on säteilykulmat, elliptiset ominaisuudet ja kun kierteinen interpolointi on tarpeen.