kör alakú interpoláció: kör alakú Szerszámpályák megmunkálása
megmunkáláskor a megfelelő sebesség és előtolás nagyon fontos a törés elkerülése és a teljesítmény maximalizálása érdekében. A hagyományos végmarási képletek felületi felvételeket (Sfm) és Forgácsterhelést (IPT) használnak a sebesség (RPM) és az előtolási (IPM) arányok kiszámításához. Ezek a képletek diktálják a helyes megmunkálási paramétereket olyan lineáris úton történő használatra, amelyben a végmaró középvonala egyenes vonalban halad. Mivel nem minden alkatrész sík felületből készül, a végmaróknak mindig nemlineáris úton kell mozogniuk. Kör alakú szerszámpályák megmunkálása esetén a végmaró középvonalának útja kör alakú. Nem meglepő, hogy ezt körkörös Interpolációnak nevezik.
forgácsoló kör alakú Szerszámpályák
minden forgó végmaró saját szögsebességgel rendelkezik a külső átmérőnél. De amikor a szerszámút kör alakú, van egy további komponens, amely bevezetésre kerül, ami összetett szögsebességet eredményez. Alapvetően ez azt jelenti, hogy a külső átmérő sebessége az eredetileg vártnál lényegesen eltérő sebességgel halad. A vegyület szögsebességének oka a szerszámúthossz közötti különbségben látható.
belső kör alakú Szerszámpályák
Az A. ábra egy vágószerszám keresztmetszetét mutatja lineáris úton, a fogaknak a szerszám forgása miatti szögsebessége, a szerszám középpontjának pedig lineáris előtolása van. Vegye figyelembe, hogy a szerszámút hossza mindig megegyezik a megmunkált él hosszával. A B ábra ugyanazt a forgácsolószerszámot mutatja egy belső körpályán, mint egy lyuk megmunkálásakor. Ebben az esetben a fogak szögsebessége megváltozik a szerszám középpontjának körpályájából származó további komponens eredményeként. A szerszámút átmérője kisebb, mint a vágandó fő átmérőé. Vagy más szavakkal, a szerszámút hossza rövidebb, mint a megmunkált élhossz, növelve a fogak szögsebességét. A túletetés és a szerszámtörés lehetőségének elkerülése érdekében a fogak megnövekedett szögsebességét meg kell egyeznie az A. ábrán látható lineáris esetben. az alábbi képlet használható a belső megmunkálás előtolási sebességének megfelelő csökkentésére:
belső beállított előtolás = (fő átmérő-vágó átmérője) / (fő átmérő)
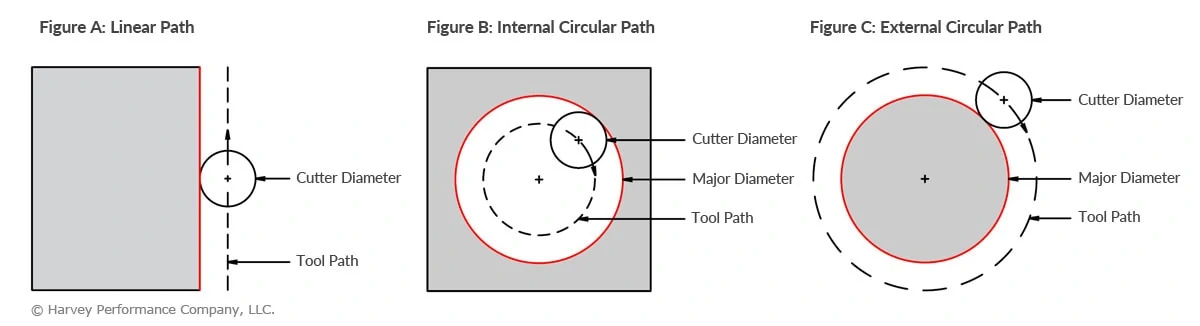
külső kör alakú Szerszámpályák
a C ábra ugyanazt a forgácsolószerszámot mutatja egy külső körpályán, mint egy oszlop megmunkálásakor. Ebben az esetben a szerszámút átmérője nagyobb, mint a vágandó fő átmérő. Ez azt jelenti, hogy a szerszámút hossza hosszabb, mint a megmunkált élhossz, ami csökkent szögsebességet eredményez. A túlhajtás miatti idő előtti tompulás és gyenge éltartam elkerülése érdekében használja az alábbi képletet a külső megmunkálás előtolási sebességének megfelelő növeléséhez. Ily módon a fogak csökkent szögsebessége megegyezik az A. ábrán látható lineáris esetben.
külső beállítható előtolás = (főátmérő+Vágóátmérő) / (főátmérő) 6900>
lineáris előtolás
a betáplálás előírt módon történő beállításával a belső alkalmazások elkerülhetik a szerszámtörést és a költséges leállási időt. Ezenkívül a külső alkalmazások optimalizált teljesítményt és rövidebb ciklusidőket élvezhetnek. Azt is meg kell jegyezni, hogy ez a megközelítés alkalmazható a sugárirányú sarkokkal, elliptikus jellemzőkkel rendelkező részekre, amikor spirális interpolációra van szükség.