Kreisinterpolation: Bearbeitung kreisförmiger Werkzeugwege
Bei der Bearbeitung sind die richtigen Geschwindigkeiten und Vorschübe sehr wichtig, um Brüche zu vermeiden und die Leistung zu maximieren. Herkömmliche Schaftfräsformeln verwenden Oberflächenspannung (SFM) und Spanlast (IPT), um die Drehzahl (RPM) und die Vorschubgeschwindigkeit (IPM) zu berechnen. Diese Formeln geben die korrekten Bearbeitungsparameter für die Verwendung in einem linearen Pfad vor, in dem die Mittellinie des Schaftfräsers in einer geraden Linie verläuft. Da nicht alle Teile aus ebenen Oberflächen bestehen, müssen sich Schaftfräser ausnahmslos auf einem nichtlinearen Weg bewegen. Bei der Bearbeitung von kreisförmigen Werkzeugbahnen ist der Weg der Mittellinie des Schaftfräsers kreisförmig. Es überrascht nicht, dass dies als zirkuläre Interpolation bezeichnet wird.
Schneiden kreisförmiger Werkzeugbahnen
Alle rotierenden Schaftfräser haben ihre eigene Winkelgeschwindigkeit am Außendurchmesser. Wenn die Werkzeugbahn jedoch kreisförmig ist, wird eine zusätzliche Komponente eingeführt, was zu einer zusammengesetzten Winkelgeschwindigkeit führt. Grundsätzlich bedeutet dies, dass sich die Geschwindigkeit des Außendurchmessers mit einer wesentlich anderen Geschwindigkeit bewegt als ursprünglich erwartet. Die Ursache der zusammengesetzten Winkelgeschwindigkeit wird in der Disparität zwischen den Werkzeugweglängen gesehen.
Interne kreisförmige Werkzeugbahnen
Abbildung A zeigt den Querschnitt eines Schneidwerkzeugs auf einer linearen Bahn, wobei die Zähne aufgrund der Werkzeugrotation eine Winkelgeschwindigkeit aufweisen und die Mitte des Werkzeugs einen linearen Vorschub aufweist. Beachten Sie, dass die Werkzeugweglänge immer gleich der Länge der bearbeiteten Kante ist. Abbildung B zeigt das gleiche Schneidwerkzeug auf einer inneren Kreisbahn, wie bei der Bearbeitung eines Lochs. In diesem Fall wird die Winkelgeschwindigkeit der Zähne durch eine zusätzliche Komponente von der Kreisbahn der Werkzeugmitte geändert. Der Durchmesser der Werkzeugbahn ist kleiner als der des zu schneidenden Hauptdurchmessers. Mit anderen Worten, die Werkzeugbahnlänge ist kürzer als die bearbeitete Kantenlänge, wodurch die Winkelgeschwindigkeit der Zähne erhöht wird. Die folgende Formel kann verwendet werden, um die Vorschubgeschwindigkeit für die Innenbearbeitung ordnungsgemäß zu senken:
Interner einstellbarer Vorschub = (Hauptdurchmesser-Fräserdurchmesser) / (Hauptdurchmesser) × Linearer Vorschub
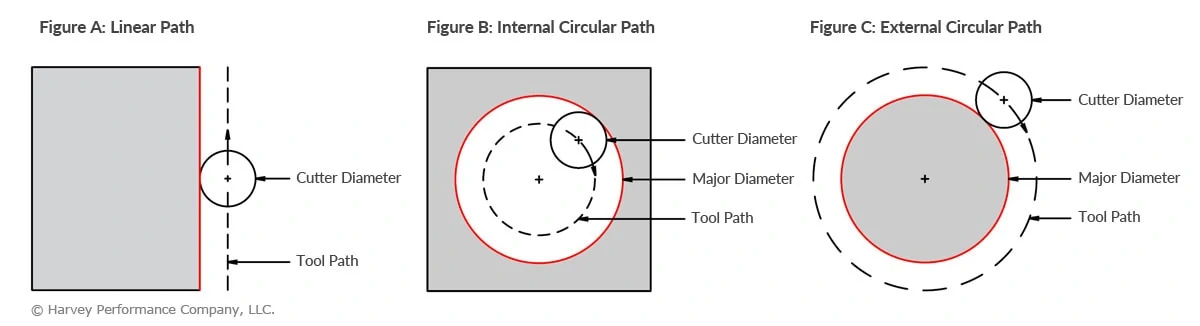
Externe kreisförmige Werkzeugbahnen
Abbildung C zeigt das gleiche Schneidwerkzeug auf einer externen Kreisbahn, wie bei der Bearbeitung eines Pfostens. In diesem Fall ist der Durchmesser der Werkzeugbahn größer als der Hauptdurchmesser, der geschnitten wird. Dies bedeutet, dass die Werkzeugbahnlänge länger ist als die bearbeitete Kantenlänge, was zu einer verringerten Winkelgeschwindigkeit führt. Verwenden Sie die folgende Formel, um die Vorschubgeschwindigkeit für die Außenbearbeitung richtig anzuheben, um vorzeitiges Abstumpfen und schlechte Standzeiten aufgrund von Überdrehungen zu vermeiden. Auf diese Weise wird die verringerte Winkelgeschwindigkeit der Zähne gleich wie im linearen Fall in Abbildung A gemacht.
Extern angepasster Vorschub = (Hauptdurchmesser + Fräserdurchmesser) / (Hauptdurchmesser) × Linearer Vorschub
Optimieren Sie Ihre Leistung
Durch die Anpassung des Vorschubs in der vorgesehenen Weise können interne Anwendungen Werkzeugbruch und kostspielige Ausfallzeiten vermeiden. Darüber hinaus können externe Anwendungen eine optimierte Leistung und kürzere Zykluszeiten genießen. Es sollte auch beachtet werden, dass dieser Ansatz auf Teile mit abgerundeten Ecken, elliptischen Merkmalen und wenn eine helikale Interpolation erforderlich ist, angewendet werden kann.