Interpolacja Kołowa: obróbka okrągłych ścieżek narzędziowych
podczas obróbki bardzo ważne są odpowiednie prędkości i posuwy, aby uniknąć pęknięcia i zmaksymalizować wydajność. Tradycyjne formuły frezowania końcowego wykorzystują materiał powierzchniowy (SFM) i obciążenie wiórów (IPT) do obliczania prędkości (RPM) i prędkości posuwu (IPM). Formuły te określają prawidłowe parametry obróbki do zastosowania w ścieżce liniowej, w której linia środkowa frezu końcowego porusza się po linii prostej. Ponieważ nie wszystkie części są wykonane z płaskich powierzchni, Frezy zawsze będą musiały poruszać się po nieliniowej ścieżce. W przypadku obróbki okrągłych ścieżek narzędziowych ścieżka linii środkowej frezu jest okrągła. Nic dziwnego, że jest to określane jako Interpolacja Kołowa.
cięcie okrągłych ścieżek narzędzi
wszystkie obrotowe Frezy końcowe mają własną prędkość kątową przy średnicy zewnętrznej. Ale gdy ścieżka narzędzia jest okrągła, pojawia się dodatkowy składnik, który jest wprowadzany, co skutkuje złożoną prędkością kątową. Zasadniczo oznacza to, że prędkość średnicy zewnętrznej porusza się z zasadniczo inną prędkością niż pierwotnie oczekiwano. Przyczyną złożonej prędkości kątowej jest różnica między długościami ścieżki narzędzia.
wewnętrzne okrągłe ścieżki narzędzia
rysunek a przedstawia przekrój narzędzia skrawającego na liniowej ścieżce, przy czym zęby mają prędkość kątową spowodowaną obrotem Narzędzia, a środek narzędzia ma liniowy posuw. Należy pamiętać, że długość ścieżki narzędzia będzie zawsze równa długości obrabianej krawędzi. Rysunek B przedstawia to samo narzędzie tnące na wewnętrznej ścieżce okrężnej, jak podczas obróbki otworu. W tym przypadku prędkość kątowa zębów jest zmieniana w wyniku dodatkowego elementu z okrągłej ścieżki środka narzędzia. Średnica ścieżki narzędzia jest mniejsza niż średnica głównej, która jest cięta. Innymi słowy, długość ścieżki narzędzia jest krótsza niż długość obrobionej krawędzi, zwiększając prędkość kątową zębów. Aby zapobiec nadmiernemu karmieniu i możliwości złamania narzędzia, zwiększona prędkość kątowa zębów musi być taka sama jak w przypadku liniowym na rysunku A. poniższy wzór można zastosować do prawidłowego obniżenia prędkości posuwu dla obróbki wewnętrznej:
posuw regulowany wewnętrznie = (Średnica Główna-średnica frezu) / (Średnica Główna) × posuw liniowy
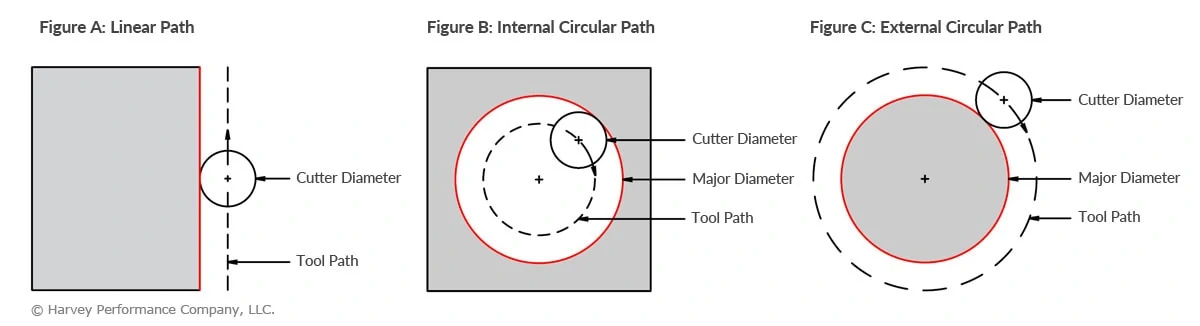
zewnętrzne okrągłe ścieżki narzędzi
rysunek C pokazuje to samo narzędzie tnące na zewnętrznej okrągłej ścieżce, jak to się robi podczas obróbki słupka. W takim przypadku średnica ścieżki narzędzia jest większa niż główna średnica cięta. Oznacza to, że długość ścieżki narzędzia jest dłuższa niż długość obrobionej krawędzi, co powoduje zmniejszenie prędkości kątowej. Aby zapobiec przedwczesnemu matowieniu i złej żywotności narzędzia z powodu nadmiernej prędkości, użyj poniższego wzoru, aby odpowiednio zwiększyć prędkość posuwu do obróbki zewnętrznej. W ten sposób zmniejszona prędkość kątowa zębów jest taka sama jak w przypadku liniowym na rysunku A.
Zewnętrzny regulowany posuw = (Średnica Główna+średnica frezu) / (Średnica Główna) × posuw liniowy
zoptymalizuj swoją wydajność
dostosowując posuw w zapewniony sposób, aplikacje wewnętrzne mogą uniknąć uszkodzenia narzędzia i kosztownych przestojów. Ponadto Aplikacje zewnętrzne mogą cieszyć się zoptymalizowaną wydajnością i krótszym czasem cyklu. Należy również zauważyć, że takie podejście może być stosowane do części z promieniowymi narożnikami, cechami eliptycznymi i gdy wymagana jest interpolacja śrubowa.