interpolação Circular: caminhos de ferramentas circulares de Usinagem
quando a usinagem, as velocidades adequadas e as fontes são muito importantes para evitar a rotura e maximizar o desempenho. As fórmulas tradicionais de moagem final usam imagens de superfície (SFM) e carga de chips (IPT) para calcular as taxas de Velocidade (RPM) e alimentação (IPM). Estas fórmulas ditam os parâmetros de usinagem corretos para uso em um caminho linear no qual a linha central da usina final está viajando em uma linha reta. Uma vez que nem todas as partes são feitas de superfícies planas, os moinhos de fim invariavelmente precisam se mover em um caminho não-linear. No caso de caminhos de ferramentas circulares de usinagem, o caminho da linha central da usina final é circular. Não surpreendentemente, isto é referido como interpolação Circular.
caminhos de ferramentas circulares de corte
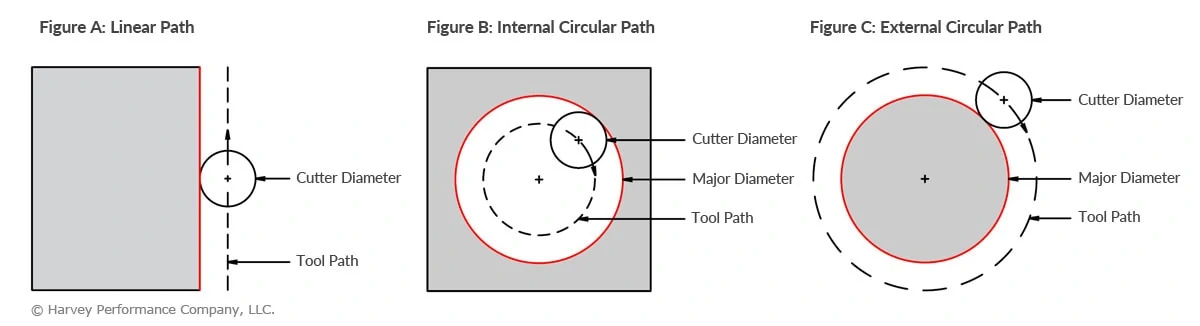
todas as fresas rotativas têm a sua própria velocidade angular no diâmetro exterior. Mas quando o caminho da ferramenta é circular, há um componente adicional que é introduzido, resultando em uma velocidade angular composta. Basicamente, isso significa que a velocidade do diâmetro exterior está viajando a uma velocidade substancialmente diferente do esperado originalmente. A causa da velocidade angular composta é vista na disparidade entre os comprimentos do caminho da ferramenta.A figura a mostra a seção transversal de uma ferramenta de corte em um caminho linear, com os dentes com velocidade angular devido à rotação da ferramenta, e o centro da ferramenta com uma alimentação linear. Note que o comprimento do caminho da ferramenta será sempre igual ao comprimento da aresta usinada. A figura B mostra a mesma ferramenta de corte em um caminho circular interno, como quando se faz a usinagem de um furo. Neste caso, a velocidade angular dos dentes é alterada como resultado de um componente adicional do caminho circular do centro da ferramenta. O diâmetro do caminho da ferramenta é menor do que o do diâmetro principal que está sendo cortado. Ou, em outras palavras, o comprimento do caminho da ferramenta é menor do que o comprimento da borda maquinada, aumentando a velocidade angular dos dentes. Para evitar o excesso e a possibilidade de quebra da ferramenta, o aumento da velocidade angular dos dentes deve ser feito o mesmo como no caso linear na Figura A. A fórmula a seguir pode ser usado corretamente menor a taxa de alimentação para usinagem interna:
Interno Ajustado Feed = (Maior Diâmetro-Diâmetro da Fresa) / (Maior Diâmetro) × Avanço Linear
Externo Circular Caminhos de Ferramenta
Figura C mostra a mesma ferramenta de corte externa num caminho circular, como foi feito quando da usinagem de um post. Neste caso, o diâmetro do caminho da ferramenta é maior do que o diâmetro principal que está sendo cortado. Isto significa que o comprimento do caminho da ferramenta é maior do que o comprimento da aresta usinada, resultando em uma velocidade angular reduzida. Para evitar entorpecimento prematuro e má vida da ferramenta devido a excesso de Velocidade, use a fórmula abaixo para aumentar adequadamente a taxa de alimentação para usinagem externa. Desta forma, a diminuição da velocidade angular dos dentes é feita da mesma forma que no caso linear na Figura A.
alimentação ajustada externa =(Diâmetro principal+Diâmetro do separador) / (Diâmetro principal) × Alimentação Linear
optimizar o seu desempenho
ajustando a alimentação da forma fornecida, as aplicações internas podem evitar a quebra da ferramenta e o tempo de paragem dispendioso. Além disso, as aplicações externas podem desfrutar de desempenho otimizado e tempos de ciclo mais curtos. Note-se também que esta abordagem pode ser aplicada a peças com cantos radiados, características elípticas e quando é necessária interpolação helicoidal.