cirkulär interpolering: bearbetning av cirkulära verktygsbanor
vid bearbetning är korrekta hastigheter och flöden mycket viktiga för att undvika brott och maximera prestanda. Traditionella slutfräsningsformler använder ytmaterial (SFM) och Chipbelastning (ipt) för att beräkna hastighet (RPM) och matningshastighet (IPM). Dessa formler dikterar de korrekta bearbetningsparametrarna för användning i en linjär bana där ändkvarnens mittlinje färdas i en rak linje. Eftersom inte alla delar är gjorda av plana ytor, kommer pinnfräsar alltid att behöva röra sig i en icke-linjär väg. Vid bearbetning av cirkulära verktygsvägar är stigen för ändverkets mittlinje cirkulär. Inte överraskande kallas detta cirkulär interpolering.
skärande cirkulära verktygsbanor
alla roterande pinnfräsar har sin egen vinkelhastighet vid ytterdiametern. Men när verktygsbanan är cirkulär finns det en ytterligare komponent som införs, vilket resulterar i en sammansatt vinkelhastighet. I grund och botten betyder detta att hastigheten på ytterdiametern färdas med en väsentligt annan hastighet än vad som ursprungligen förväntades. Orsaken till föreningens vinkelhastighet ses i skillnaden mellan verktygsbanlängderna.
inre cirkulära verktygsbanor
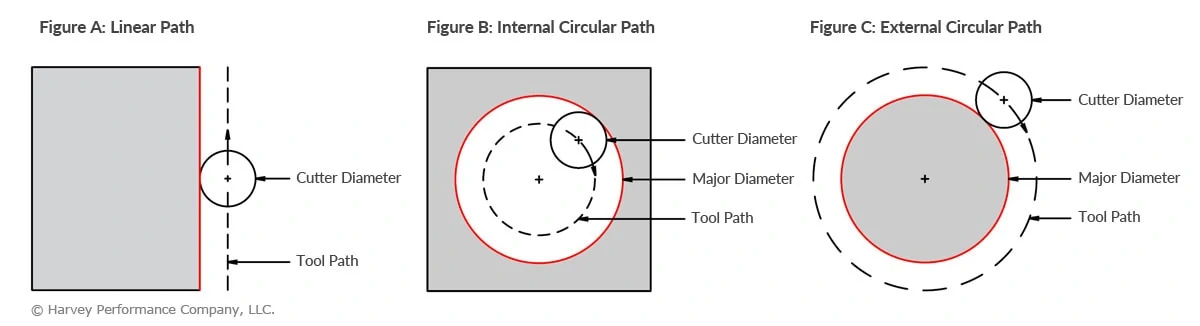
Figur A visar tvärsnittet av ett skärverktyg på en linjär bana, där tänderna har vinkelhastighet på grund av verktygsrotation och mitten av verktyget har en linjär matning. Observera att verktygsbanans Längd alltid kommer att vara lika med längden på den bearbetade kanten. Figur B visar samma skärverktyg på en inre cirkulär bana, som görs vid bearbetning av ett hål. I detta fall ändras tändernas vinkelhastighet som ett resultat av en ytterligare komponent från verktygets centrums cirkulära väg. Verktygsbanans diameter är mindre än den för den stora diametern som skärs. Eller med andra ord är verktygsbanans längd kortare än den bearbetade kantlängden, vilket ökar tändernas vinkelhastighet. För att förhindra övermatning och risken för verktygsbrott måste den ökade vinkelhastigheten hos tänderna göras densamma som i det linjära fallet i Figur A. formeln nedan kan användas för att korrekt Sänka matningshastigheten för intern bearbetning:
Internjusterad matning = (större Diameter-skärdiameter) / (större Diameter) linjär matning i enlighet med följande formel:
Internjusterad matning = (större Diameter-skärdiameter) / (större Diameter)
externa cirkulära verktygsbanor
figur C visar samma skärverktyg på en extern cirkulär bana som vid bearbetning av en stolpe. I detta fall är verktygsbanans diameter större än den stora diametern som skärs. Detta innebär att verktygsbanans längd är längre än den bearbetade kantlängden, vilket resulterar i en minskad vinkelhastighet. För att förhindra för tidig avtrubbning och dålig verktygslivslängd på grund av överhastighet, använd formeln nedan för att korrekt höja matningshastigheten för extern bearbetning. På detta sätt görs den minskade vinkelhastigheten hos tänderna på samma sätt som i det linjära fallet i Figur A.
extern justerad matning = (Huvuddiameter+skärdiameter) / (Huvuddiameter) Ltd linjär matning
optimera din prestanda
genom att justera matningen på det sätt som tillhandahålls kan interna applikationer undvika verktygsbrott och kostsam stilleståndstid. Dessutom kan externa applikationer njuta av optimerad prestanda och kortare cykeltider. Det bör också noteras att detta tillvägagångssätt kan tillämpas på delar med radierade hörn, elliptiska egenskaper och när spiralformad interpolering krävs.