salpetersyre vs Citronsyrepassivering
salpetersyre vs Citronsyrepassiveringsmetoder
rustfrit stål er et iboende korrosionsbestandigt materiale, men når rustfrit stål bearbejdes, dannes eller fremstilles frit jern kan introduceres til overfladen, der kan korrodere uafhængigt af basismaterialet. Korrekt passivering af rustfrit stål med en iltningssyre som salpetersyre eller citronsyre fjerner dette frie jern og fremmer væksten af et tyndt, tæt beskyttende iltlag, der maksimerer korrosionsbestandigheden af rustfrit stål. Afhængigt af typen af rustfrit stål og slutanvendelse kan visse passiveringsprocesser fungere bedre til passivering end andre. I denne artikel vil vi sammenligne salpetersyre vs citronsyrepassivering, som er de to primære kemikalier, der er specificeret i ASTM A967 og AMS 2700.
Salpetersyrepassivering

ved sammenligning af salpetersyre vs citronsyrepassivering er den mest almindelige metode, der anvendes i hele industrien, salpetersyrepassivering. Salpetersyrepassiveringsprocesserne var den oprindelige passivering, der blev behandlet specificeret i KK-P-35, den første militære specifikation, der dækker passivering, revision A blev frigivet i 1960 ‘ erne. Salpetersyrepassivering tilbyder en række muligheder for at tilpasse syrens iltningspotentiale, så det passer til en bestemt kvalitet af rustfrit stål. De forskellige metoder og typer salpetersyrepassivering inkluderer flere opvarmede muligheder såvel som muligheder, der inkluderer et natriumdichromat.
jo højere salpetersyrekoncentration og jo højere salpetersyretemperatur er, desto mere iltningspotentiale har passiveringskemien. Natriumdichromat kan også tilsættes salpetersyren for at øge badets iltningsevne, hvilket gør det bedre for mindre korrosionsbestandige rustfrit stål, såsom udfældningshærdede, martensitiske og ferritiske kvaliteter af rustfrit stål. Disse kvaliteter af rustfrit stål har mindre nikkel og krom i dem, hvilket gør dem mere modtagelige for ætsning. Jo højere kemiens iltningspotentiale er, desto hurtigere og mere effektiv dannes den passive iltbarriere på overfladen, hvilket reducerer potentialet for ætsning.
en oversigt over de forskellige salpetersyrepassiveringsmetoder pr ASTM A967 er angivet nedenfor:
- salpetersyre 1: 20-25 v% salpetersyre, 2,5 V% natriumdichromat, 120-130F, 20 minutter minimum
- salpetersyre 2: 20-45 v % salpetersyre, 70-90F, 30 minutter minimum
- salpetersyre 3: 20-25 v% salpetersyre, 120-140F, 20 minutter minimum
- salpetersyre 4: 45-55 v% salpetersyre, 120-130F, 30 minutter minimum
- salpetersyre 5: andre kombinationer af temperatur, tid og syre med eller uden acceleranter, hæmmere eller proprietære opløsninger, der er i stand til at producere dele, der overholder de specificerede testkrav
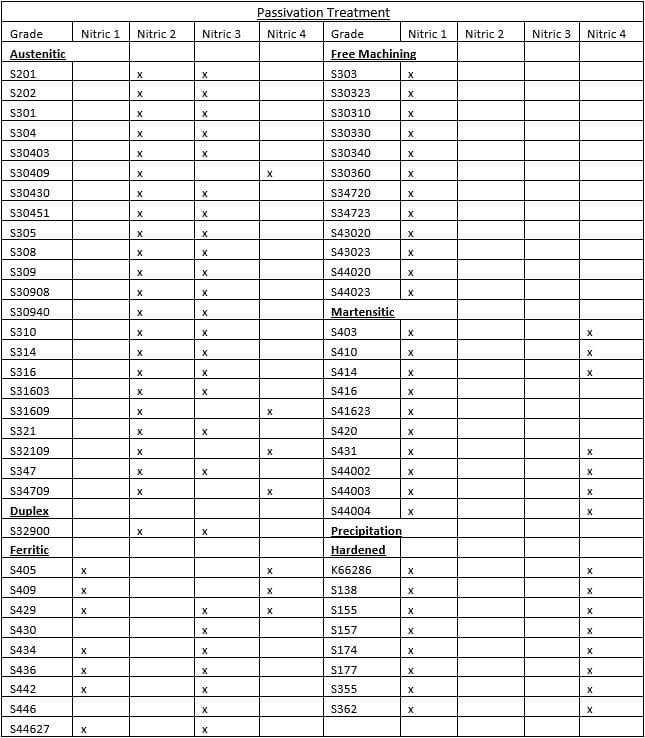
ASTM a967 tilbyder også en meget nyttig reference af rustfrit stålkvaliteter til den anbefalede metode til salpetersyrepassivering. En oversigt over denne tabel er angivet:
forurening af passiveringskemi kan føre til flashangreb på overfladen, der producerer en stærkt ætset eller mørkere overflade. En almindelig indeslutning, der fører til flashangreb, er chlorider, der kan komme fra flere kilder, herunder at trække syrer ind eller bruge chlorid i vandet. Derudover kan organisk opbygning i passiveringsbade, såsom indtræk af bearbejdningsolier fra dele, der ikke er ordentligt rengjort, føre til flashangreb eller ætsning af rustfrit stål. Som sådan kræves regelmæssig analytisk analyse og vedligeholdelse af passiveringskemikalier. Visse passiveringsmetoder er også mere modstandsdygtige over for flashangreb end andre. Til salpetersyrepassivering er badene med øget iltningspotentiale også mere modstandsdygtige over for flashangreb. Salpetersyre er også mere modstandsdygtig over for flashangreb sammenlignet med citronsyre.
Citronsyrepassivering
Citronsyrepassivering blev udviklet af Adolf Coors bryggerivirksomhed til passivering af indersiden af ølkegler. Det tilbyder et effektivt alternativ til salpetersyre passivering med mindre håndtering bekymringer og er overveje miljøvenlig bliver på GRAS (generelt anerkendt som sikker) liste for FDA gør den ideel til mad og drikke applikationer.
når man sammenligner salpetersyre vs citronsyrepassivering, kan citronsyreopløsninger effektivt passivere et bredere udvalg af rustfri stållegeringer sammenlignet med en hvilken som helst salpetersyrepassiveringsopløsning, hvilket gør det muligt at passivere samlinger af flere rustfri stållegeringer.
Passiveringskemikalier fjerner frit jern fra overfladen, men kan også fjerne noget nikkel og krom fra rustfrit stål. Fjernelse af nikkel og krom reducerer det korrosionsbestandige materiale på overfladen og efterlader et tyndere oksidlag. Citronsyrepassivering fjerner selektivt jern over nikkel og krom, hvilket efterlader et tykkere korrosionsbestandigt oksidlag end salpetersyrepassivering
en af de andre fordele ved citronsyre er, at badformuleringen kan justeres for at reducere cyklustider over salpetersyre, hvilket giver mulighed for øget gennemstrømning og reducerede omkostninger ved passiveringsvers, som salpetersyre. Cyklustider så lave som 4 minutter er mulige med visse citronsyrepassiveringsformuleringer. En oversigt over de forskellige citronsyrepassiveringskoncentrationer og-tider fra ASTM A967 er angivet nedenfor.
- citronsyre 1: 4-10 vægt% citronsyre, 140-160F, 4 minutter minimum
- citronsyre 2: 4-10 vægt% citronsyre, 120-140F, 10 minutter minimum
- citronsyre 3: 4-10 vægt% citronsyre, 70-120F, 20 minutter minimum
- citronsyre 4: andre kombinationer af temperaturtid og koncentration af citronsyre med eller uden kemikalier til forbedring af rengøring, acceleranter eller hæmmere, der er i stand til at producere dele, der overholder de specificerede testkrav.
- citronsyre 5: Andre kombinationer af temperaturtid og koncentration af citronsyre med eller uden kemikalier til forbedring af rengøring, acceleranter eller hæmmere, der er i stand til at producere dele, der overholder de specificerede testkrav. Nedsænkningsbad, der skal kontrolleres ved pH af 1.8-2.2
passivering forbehandling
et universelt krav ved sammenligning af salpetersyre vs citronsyrepassivering er behovet for, at dele forbehandles korrekt. For martensitisk kvalitet og udfældningshærdede kvaliteter af rustfrit stål, der varmebehandles, er der et potentiale for skala på delene efter hærdningsprocessen. For bearbejdede dele er der skærevæsker og andre olier. Endelig er der for samlinger svejseskala og varmemærker. Enhver af disse skalaer eller olier, der er tilbage på en del, sænker materialets korrosionsbeskyttelse og i passivering vil hæmme effektiviteten og kan beskadige dele. Vægte og olier skal fjernes før passivering. Olier kan simpelthen rengøres eller damp affedtes af dele. Mens skalaen skal fjernes enten med afkalkning af mineralsyrer, såsom saltsyre, eller uorganiske afiltningsmidler, såsom kaliumpermanganat eller med slibemetoder, såsom medieblæsning eller vibrationspolering. Metoder til fjernelse af mekanisk skala anbefales til de dele, der kræver en meget ensartet overflade, især til dele med varmeberørte områder, såsom svejsninger.
konklusion
passivering af rustfrit stål er en kritisk komponent i fremstillingen af komponenter i rustfrit stål for at sikre fuldt optimeret korrosionsbestandighed. Der er mange forskellige faktorer, når du vælger en citronsyre vs salpetersyre passivering metode og denne artikel dækkede nogle af de grundlæggende i at vælge en passivering proces. For yderligere information og hvilken proces der kan være rigtig for din ansøgning, er du velkommen til at kontakte et medlem af Advanced Plating Technologies Sales & Engineering group på [email protected] eller 414.271.8138.