typpi vs Sitruunahappopassivointi
typpi vs Sitruunahappopassivointi
Ruostumaton teräs on luonnostaan korroosionkestävä materiaali, mutta kun ruostumatonta terästä työstetään, muodostetaan tai valmistetaan, pinnalle voidaan tuoda vapaata rautaa, joka voi syövyttää riippumatta perusmateriaalista. Ruostumattoman teräksen asianmukainen passivointi hapettavalla hapolla, kuten typpi-tai sitruunahapolla, poistaa tämän vapaan raudan ja edistää ohuen, tiheän suojaavan oksidikerroksen kasvua, joka maksimoi ruostumattoman teräksen korroosionkestävyyden. Ruostumattoman teräksen tyypistä ja käyttötarkoituksesta riippuen tietyt passivointiprosessit voivat toimia paremmin passivoinnissa kuin toiset. Tässä artikkelissa vertaamme typpi vs sitruunahappo passivointi, jotka ovat kaksi ensisijaista kemikaalit määritelty ASTM A967 ja AMS 2700.
typpihapon Passivointi

verrattaessa typpi-ja sitruunahappopassivointia, yleisin koko teollisuudessa käytetty menetelmä on typpihapon passivointi. Typpihapon passivointiprosessit olivat alkuperäiset passivointiprosessit, jotka on määritelty QQ-P-35: ssä, joka on ensimmäinen passivoinnin kattava sotilaallinen spesifikaatio. versio A julkaistaan 1960-luvulla.typpihapon passivointi tarjoaa valikoiman vaihtoehtoja hapon hapettavan potentiaalin mukauttamiseksi tiettyyn ruostumattoman teräksen luokkaan. Erilaiset typpihapon passivointimenetelmät ja-tyypit sisältävät useita kuumennettuja vaihtoehtoja sekä vaihtoehtoja, joihin kuuluu natriumdikromaatti.
mitä suurempi typpihappopitoisuus ja mitä korkeampi typpihapon lämpötila on, sitä suurempi hapettava potentiaali passivointikemialla on. Natriumdikromaattia voidaan myös lisätä typpihappoon kylvyn hapettumiskyvyn lisäämiseksi, mikä tekee siitä paremman vähemmän korroosionkestäville ruostumattomille teräksille, kuten saostuskarkaistuille, martensiittisille ja ferriittisille ruostumattoman teräksen laaduille. Näissä ruostumattoman teräksen laaduissa on vähemmän nikkeliä ja kromia, joten ne ovat alttiimpia etsaukselle. Mitä suurempi kemian hapetuspotentiaali on, sitä nopeammin ja tehokkaammin pinnalle muodostuu passiivinen oksidieste, joka vähentää syövytyspotentiaalia.
alla on yhteenveto erilaisista typpihapon passivointimenetelmistä ASTM A967: ää kohti.:
- typpi 1: 20-25 v% typpihappoa, 2,5 w% Natriumdikromaattia, 120-130F, 20 min vähintään
- typpi 2: 20-45 v% typpihappoa, 70-90F, 30 min vähintään
- typpi 3: 20-25 v% typpihappoa, 120-140F, vähintään 20 minuuttia
- typpi 4: 45-55 v% typpihappoa, 120-130F, vähintään 30 minuuttia
- typpi 5: muut lämpötilan, ajan ja hapon yhdistelmät, joissa voi olla kiihdyttimiä, inhibiittoreita tai omia liuoksia, joilla voidaan tuottaa osia, jotka läpäisevät määritellyt testivaatimukset
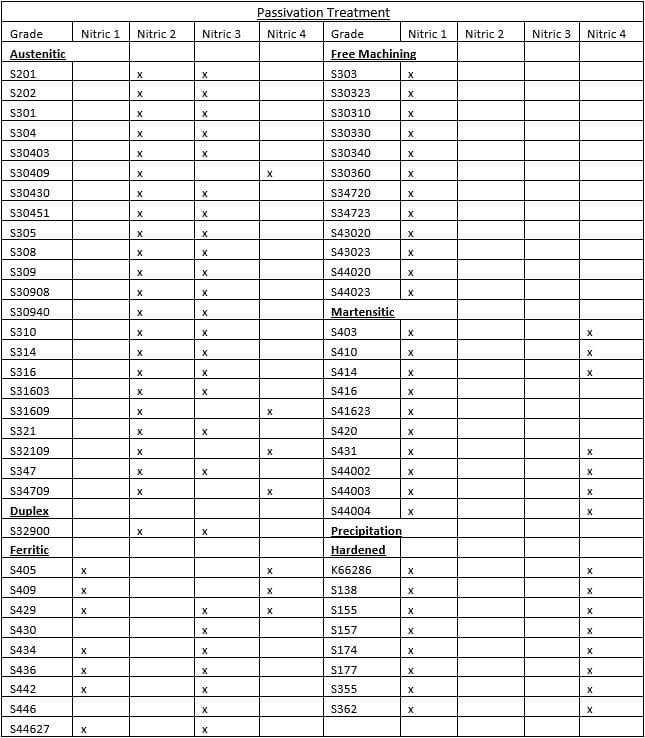
ASTM A967 tarjoaa myös erittäin hyödyllisen viitekehyksen ruostumattomille teräslaaduille suositeltuun typpihapon passivointimenetelmään. Taulukossa on yhteenveto:
passivointikemian kontaminaatio voi johtaa pinnan salamahyökkäykseen, joka tuottaa voimakkaasti syövytetyn tai tummemman pinnan. Yleinen salamahyökkäykseen johtava eriste on kloridit, jotka voivat tulla useista lähteistä, kuten vetämällä happoja tai käyttämällä kloridia vedessä. Lisäksi orgaaninen kertyminen passivointikylpyihin, kuten työstööljyjen sisäänvetoon osista, joita ei ole puhdistettu kunnolla, voi johtaa ruostumattoman teräksen salamahyökkäykseen tai etsaukseen. Passivointikemikaalien säännöllinen analysointi ja ylläpito on tarpeen. Tietyt passivointimenetelmät myös kestävät salamahyökkäyksiä paremmin kuin toiset. Typpihapon passivointiin kylvyt, joilla on suurempi hapetuspotentiaali, ovat myös vastustuskykyisempiä flash-hyökkäyksille. Typpihappo kestää myös paremmin salamahyökkäystä kuin sitruunahappo.
Sitruunahappopassivoinnin
Sitruunahappopassivoinnin kehitti Adolf Coors brewing company oluttynnyreiden sisäpuolen passivointiin. Se tarjoaa tehokkaan vaihtoehdon typpi passivointi vähemmän käsittely huolenaiheita ja pidetään ympäristöystävällinen on GRAS (yleisesti tunnustettu turvallinen) luettelo FDA joten se sopii elintarvikkeiden ja juomien sovelluksiin.
verrattaessa typpi-ja sitruunahappopassivointia sitruunaliuokset voivat tehokkaasti passivoida laajemman valikoiman ruostumattomasta teräksestä valmistettuja seoksia verrattuna mihin tahansa yhteen typpihappopassivointiliuokseen, jolloin useiden ruostumattomasta teräksestä valmistettujen seosten kokoonpanot voidaan passivoida.
Passivointikemikaalit poistavat pinnalta vapaata rautaa, mutta voivat poistaa myös jonkin verran nikkeliä ja kromia ruostumattomasta teräksestä. Nikkelin ja kromin poistaminen vähentää korroosionkestävää materiaalia pinnalta jättäen ohuemman oksidikerroksen. Sitruunahapon passivointi poistaa selektiivisesti rautaa nikkelin ja kromin yli jättäen paksumman korroosionkestävän oksidikerroksen kuin typpihapon passivointi
kun sitruunahapon muista eduista on kylpy formulaatio voidaan säätää lyhentämään sykliaikoja typpihapon suhteen, jolloin voidaan lisätä läpäisykykyä ja vähentää passivoinnin jakeiden kustannuksia typpihapon suhteen. Sykliaika niinkin alhainen kuin 4 minuuttia on mahdollista tiettyjen sitruunahapon passivointiformulaatioiden kanssa. Seuraavassa esitetään yhteenveto ASTM A967: n sitruunahapon passivoitumispitoisuuksista ja-ajoista.
- sitruunahappo 1: 4-10 w-% sitruunahappo, 140-160F, 4 min vähintään
- sitruunahappo 2: 4-10 w-% sitruunahappo, 120-140F, 10 min vähintään
- sitruunahappo 3: 4-10 w – % sitruunahappo, 70-120F, 20 min vähintään
- sitruunainen 5: Muut lämpötila-ajan ja sitruunahappopitoisuuden yhdistelmät, joissa on tai ei ole kemikaaleja puhdistuksen tehostamiseksi, kiihdyttimiä tai inhibiittoreita, joilla voidaan tuottaa osia, jotka läpäisevät määritellyt testivaatimukset. Upotuskylpy on valvottava pH: ssa 1.8-2.2
sitruunahappo 4: muut lämpötila-ajan ja sitruunahappopitoisuuden yhdistelmät, joissa on tai ei ole puhdistuskemikaaleja, kiihdyttimiä tai inhibiittoreita, joilla voidaan tuottaa osia, jotka läpäisevät määritellyt testivaatimukset.
passivoinnin esikäsittely
yleinen vaatimus, kun verrataan typpi-ja sitruunahappopassivointia, on se, että osat on esikäsiteltävä oikein. Lämpökäsitellyille ruostumattoman teräksen martensiittiselle laadulle ja saostuskarkaistuille laatuille on olemassa mahdollisuus mittakaavaan karkaisuprosessin jälkeen. Koneistetuille osille on leikkausnesteet ja muut öljyt. Lopuksi kokoonpanoissa on hitsausasteikko ja lämpöjäljet. Mikä tahansa näistä asteikoista tai öljyistä, jotka jäävät osaan, alentaa materiaalin korroosiosuojaa ja passivoitumisessa estää tehokkuutta ja voi vahingoittaa osia. Vaa ‘ at ja öljyt on poistettava ennen passivoitumista. Öljyt voidaan yksinkertaisesti puhdistaa tai höyryn rasva poistetaan osista. Vaikka asteikko on poistettava joko kalkinpoistolla mineraalihapoilla, kuten suolahapolla, tai epäorgaanisilla deoksidaattoreilla, kuten kaliumpermanganaatilla, tai hankaavilla menetelmillä, kuten väliaineen räjäytyksellä tai värähtelevällä kiillotuksella. Mekaanisen mittakaavan poistomenetelmiä suositellaan niille osille, jotka vaativat hyvin tasaista pintaa, erityisesti osille, joiden lämpövyöhykkeet, kuten hitsaukset, vaikuttavat.
johtopäätös
ruostumattoman teräksen Passivointi on kriittinen komponentti ruostumattomien teräskomponenttien valmistuksessa, jotta voidaan varmistaa täysin optimoitu korroosionkestävyys. On olemassa monia eri tekijöitä valittaessa sitruunahappo vs. typpi passivointimenetelmä ja tämä artikkeli kattoi joitakin passivointiprosessin valinnan perusasioita. Lisätietoja ja mikä prosessi voi olla oikea hakemuksesi ota rohkeasti yhteyttä jäsen Advanced Plating Technologies myynti & Engineering group at [email protected] tai 414.271.8138.