Salpetersyre vs Sitronsyre Passivering
Salpetersyre vs Sitronsyre Passiveringsmetoder
Rustfritt stål er et iboende korrosjonsbestandig materiale, men når rustfritt stål er maskinert, formet eller fabrikkert, kan fritt jern innføres på overflaten som kan korrodere uavhengig av basismaterialet. Riktig passivering av rustfritt stål med en oksiderende syre som salpetersyre eller sitronsyre fjerner dette frie jernet og fremmer veksten av et tynt, tett beskyttende oksidlag som maksimerer korrosjonsmotstanden til rustfritt stål. Avhengig av typen rustfritt stål og sluttapplikasjon kan visse passiveringsprosesser fungere bedre ved passivering enn andre. I denne artikkelen vil vi sammenligne salpetersyre vs sitronsyre passivasjon som er de to primære kjemikalier som er angitt I ASTM A967 OG AMS 2700.
Salpetersyre Passivering

når du sammenligner salpetersyre vs sitronsyre passivering, er den vanligste metoden som brukes i hele industrien salpetersyre passivering. Salpetersyrepassiveringsprosessene var den opprinnelige passiveringen som ble behandlet spesifisert I QQ-P-35, den første militære spesifikasjonen som dekker passivering, revisjon A som ble utgitt på 1960-tallet. Salpetersyrepassivering tilbyr en rekke alternativer for å tilpasse oksidasjonspotensialet til syren for å passe til en bestemt klasse rustfritt stål. De ulike metodene og typene salpetersyrepassivasjon inkluderer flere oppvarmede alternativer, samt alternativer som inkluderer et natriumdikromat.
jo høyere salpetersyrekonsentrasjon og jo høyere salpetersyretemperatur, jo mer oksiderende potensial har passiveringskjemien. Natriumdikromat kan også tilsettes salpetersyren for å øke oksidasjonsevnen til badet, noe som gjør det bedre for mindre korrosjonsbestandige rustfrie stål, som utfellingsherdet, martensitisk og ferritisk karakter av rustfritt stål. Disse karakterene av rustfritt stål har mindre nikkel og krom i dem, noe som gjør dem mer utsatt for etsning. Jo høyere oksidasjonspotensialet i kjemien er, desto raskere og mer effektivt dannes den passive oksydbarrieren på overflaten, noe som reduserer potensialet for etsning.
et sammendrag av de forskjellige salpetersyrepassiveringsmetodene per ASTM A967 er gitt nedenfor:
- Salpetersyre 1: 20-25 v % Salpetersyre, 2,5 w% Natriumdikromat, 120-130f, 20 Min minimum
- Salpetersyre 2: 20-45 v% Salpetersyre, 70-90F, 30 Min minimum
- Salpetersyre 3: 20-25 v% Salpetersyre, 120-140f, 20 Min minimum
- Salpetersyre 4: 45-55 v% Salpetersyre, 120-130f, 30 Min minimum
- Salpetersyre 5: andre kombinasjoner av temperatur, tid og syre med eller uten akseleranter, hemmere eller proprietære løsninger som er i stand til å produsere deler som oppfyller de angitte testkravene
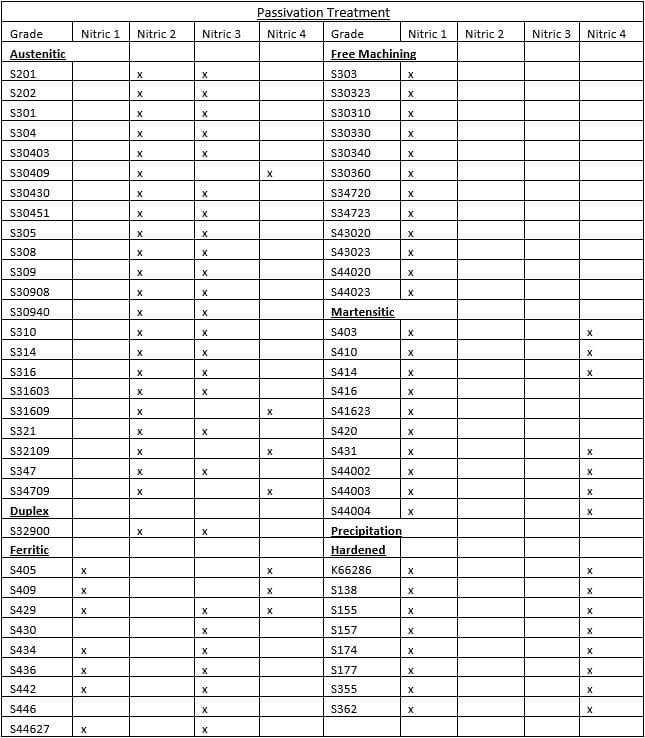
ASTM a967 tilbyr også en Svært Nyttig referanse av rustfritt stålkarakterer TIL DEN ANBEFALTE metoden for salpetersyrepassivering. Et sammendrag av denne tabellen er gitt:
Forurensning av passiveringskjemi kan føre til blitsangrep på overflaten, noe som gir en tungt etset eller mørkere overflate. En vanlig inneslutning som fører til flash-angrep er klorider som kan komme fra flere kilder, inkludert å dra i syrer eller bruke klorid i vannet. I tillegg kan organisk oppbygging i passiveringsbad som inndragning av bearbeidingsoljer fra deler som ikke er ordentlig rengjort, føre til blitsangrep eller etsing av rustfritt stål. Som sådan er det nødvendig med regelmessig analytisk analyse og vedlikehold av passiveringskjemikalier. Visse passivasjonsmetoder er også mer motstandsdyktige mot flashangrep enn andre. For salpetersyrepassivering er badene med økt oksidasjonspotensial også mer motstandsdyktige mot flashangrep. Salpetersyre er også mer motstandsdyktig mot flash-angrep sammenlignet med sitronsyre.
Sitronsyre Passivering
Sitronsyre passivering ble utviklet Av Adolf Coors brewing company for passivering av innsiden av ølkegler. Det gir et effektivt alternativ til nitric passivation med mindre håndtering bekymringer og er vurdere miljøvennlig å være PÅ GRAS (Generelt Anerkjent Som Safe) liste FOR FDA gjør den ideell for mat og drikke programmer.
når man sammenligner nitric vs citric passivering, kan citric solutions effektivt passivere et bredere spekter av rustfritt stål legeringer sammenlignet med en salpetersyre passiveringsløsning, slik at samlinger av flere rustfritt stål legeringer kan passiveres.
Passiveringskjemikalier fjerner fritt jern fra overflaten, men kan også fjerne litt nikkel og krom fra rustfritt stål. Fjerning av nikkel og krom reduserer det korrosjonsbestandige materialet på overflaten og etterlater et tynnere oksidlag. Sitronsyre passivering fjerner selektivt jern over nikkel og krom og etterlater et tykkere korrosjonsbestandig oksidlag enn salpetersyre passivering
En gang av de andre fordelene med sitronsyre er badformuleringen kan justeres for å redusere syklustider over salpetersyre, noe som muliggjør økt gjennomstrømning og reduserte kostnader for passiveringsvers som salpetersyre. Syklustider så lave som 4 minutter er mulige med visse sitronsyrepassiveringsformuleringer. Et sammendrag av de forskjellige konsentrasjonene og tidspunktene FOR passivering av sitronsyre FRA ASTM A967 er gitt nedenfor.
- Sitronsyre 1: 4-10 w% Sitronsyre, 140-160F, 4 Min minimum
- Sitronsyre 2: 4-10 w% Sitronsyre, 120-140F, 10 min minimum
- Sitronsyre 3: 4-10 w% Sitronsyre, 70-120f, 20 Min minimum
- sitronsyre 4: andre kombinasjoner av temperaturtid og konsentrasjon av sitronsyre med eller uten kjemikalier for å forbedre rengjøring, akseleratorer eller inhibitorer som Er I stand TIL Å Produsere deler som oppfyller de angitte TESTKRAVENE.
- Sitronsyre 5: Andre kombinasjoner av temperaturtid og konsentrasjon av sitronsyre med eller uten kjemikalier for å forbedre rengjøring, akseleratorer eller inhibitorer som er i stand til å produsere deler som oppfyller de angitte testkravene. Nedsenking bad som skal kontrolleres ved pH av 1.8-2.2
Passivasjon Forbehandling
et universelt krav ved sammenligning av salpetersyre vs sitronsyre passivasjon er behovet for at deler skal være riktig forbehandlet. For martensitisk klasse og utfelling herdet karakterer av rustfritt stål som er varmebehandlet, er det et potensial for skala på delene etter herdingsprosessen. For maskinerte deler er det skjærevæsker og andre oljer. Til slutt, for forsamlinger er det sveiseskala og varmemerker. Noen av disse skalaer eller oljer igjen på en del lavere korrosjonsbeskyttelse av materialet og passivasjon vil hemme effektiviteten og kan skade deler. Vekter og oljer bør fjernes før passivering. Oljer kan enkelt rengjøres eller damp avfettet av deler. Mens skalaen må fjernes enten med avkalking av mineralsyrer som saltsyre eller uorganiske deoksideringsmidler som kaliumpermanganat eller med slipemetoder som medieblåsing eller vibrerende polering. Mekaniske skalafjerningsmetoder anbefales for de delene som krever en meget jevn overflate, spesielt for deler med varmepåvirkede soner som sveiser.
Konklusjon
Passivering av rustfritt stål Er en kritisk komponent i produksjonen av komponenter i rustfritt stål for å sikre fullt optimalisert korrosjonsbestandighet. Det er mange forskjellige faktorer når du velger en citric vs nitric passiveringsmetode, og denne artikkelen dekket noen av grunnleggende om å velge en passiveringsprosess. For ytterligere informasjon Og hvilken prosess som kan være riktig for din søknad, vær så snill å kontakte et medlem Av Advanced Plating Technologies Sales & Engineering group På [email protected] eller 414.271.8138.