Salpetersäure vs Zitronensäure Passivierung
Salpetersäure vs Zitronensäure Passivierung Methoden
Edelstahl ist ein inhärent korrosionsbeständiges Material, aber wenn Edelstahl bearbeitet, geformt oder hergestellt wird, kann freies Eisen auf die Oberfläche eingebracht werden, die unabhängig vom Grundmaterial korrodieren kann. Die richtige Passivierung von Edelstahl mit einer oxidierenden Säure wie Salpetersäure oder Zitronensäure entfernt dieses freie Eisen und fördert das Wachstum einer dünnen, dichten schützenden Oxidschicht, die die Korrosionsbeständigkeit des Edelstahls maximiert. Abhängig von der Art des Edelstahls und der Endanwendung können bestimmte Passivierungsprozesse bei der Passivierung besser abschneiden als andere. In diesem Artikel werden wir die Salpetersäure- und Zitronensäurepassivierung vergleichen, bei denen es sich um die beiden in ASTM A967 und AMS 2700 angegebenen Primärchemikalien handelt.
Salpetersäure-Passivierung

Beim Vergleich der Salpetersäure- mit der Zitronensäurepassivierung ist die in der gesamten Industrie am häufigsten verwendete Methode die Salpetersäure-Passivierung. Das Salpetersäure-Passivierungsverfahren war das ursprüngliche Passivierungsverfahren, das in QQ-P-35 spezifiziert wurde, der ersten militärischen Spezifikation für Passivierung, Revision A, die in den 1960er Jahren veröffentlicht wurde. Die Salpetersäure-Passivierung bietet eine Reihe von Optionen, um das Oxidationspotential der Säure an eine bestimmte Edelstahlsorte anzupassen. Die verschiedenen Methoden und Arten der Salpetersäure-Passivierung umfassen mehrere beheizte Optionen sowie Optionen, die ein Natriumdichromat enthalten.
Je höher die Salpetersäure-Konzentration und je höher die Salpetersäure-Temperatur, desto mehr Oxidationspotential hat die Passivierungs-Chemie. Natriumdichromat kann der Salpetersäure auch zugesetzt werden, um die Oxidationsfähigkeit des Bades zu erhöhen, wodurch es für weniger korrosionsbeständige Edelstähle, wie ausscheidungsgehärtete, martensitische und ferritische Edelstahlsorten, besser ist. Diese Edelstahlsorten enthalten weniger Nickel und Chrom, wodurch sie anfälliger für Ätzungen sind. Je höher das Oxidationspotential der Chemie ist, desto schneller und effektiver wird die passive Oxidbarriere auf der Oberfläche gebildet, wodurch das Ätzpotential verringert wird.
Nachfolgend finden Sie eine Zusammenfassung der verschiedenen Salpetersäure-Passivierungsmethoden gemäß ASTM A967:
- Salpetersäure 1: 20-25 v% Salpetersäure, 2,5 w% Natriumdichromat, 120-130F, mindestens 20 Minuten
- Salpetersäure 2: 20-45 v% Salpetersäure, 70-90F, mindestens 30 Minuten
- Salpetersäure 3: 20-25 v% Salpetersäure, 120-140F, 20 Minuten Minimum
- Salpetersäure 4: 45-55 v% Salpetersäure, 120-130F, 30 Minuten Minimum
- Salpetersäure 5: Andere Kombinationen von Temperatur, Zeit und Säure mit oder ohne Beschleuniger, Inhibitoren oder proprietären Lösungen, die Teile herstellen können, die die angegebenen Testanforderungen erfüllen
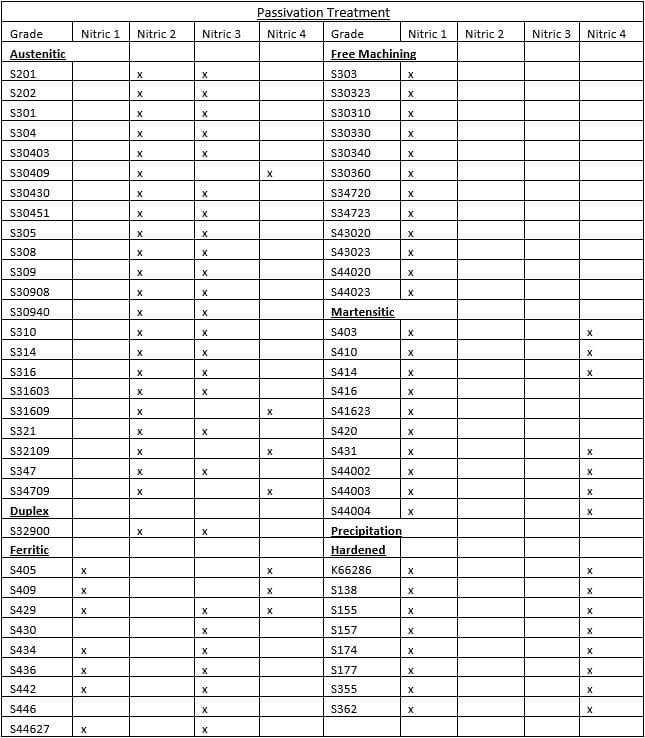
ASTM A967 bietet auch eine sehr nützliche Referenz von Edelstahlsorten auf die empfohlene Methode der Salpetersäure-Passivierung. Eine Zusammenfassung dieser Tabelle wird bereitgestellt:
Kontamination der Passivierungschemie kann zu einem Blitzangriff der Oberfläche führen, der eine stark geätzte oder dunklere Oberfläche erzeugt. Eine häufige Eindämmung, die zu Blitzangriffen führt, sind Chloride, die aus verschiedenen Quellen stammen können, einschließlich des Schleppens von Säuren oder der Verwendung von Chlorwasserstoff im Wasser. Darüber hinaus können organische Ablagerungen in Passivierungsbädern, wie das Einschleppen von Bearbeitungsölen aus nicht ordnungsgemäß gereinigten Teilen, zu Flammangriffen oder Ätzungen des Edelstahls führen. Daher ist eine regelmäßige analytische Analyse und Wartung der Passivierungschemikalien erforderlich. Bestimmte Passivierungsmethoden sind auch resistenter gegen Flash-Angriffe als andere. Für die Salpetersäure-Passivierung sind die Bäder mit erhöhtem Oxidationspotential auch resistenter gegen Flammangriffe. Salpetersäure ist im Vergleich zu Zitronensäure auch widerstandsfähiger gegen Blitzangriffe.
Citronensäure-Passivierung
Citronensäure-Passivierung wurde von der Adolf Coors Brewing Company zur Passivierung der Innenseite von Bierfässern entwickelt. Es bietet eine effektive Alternative zur Salpetersäure-Passivierung mit weniger Handhabungsproblemen und wird als umweltfreundlich angesehen, da es auf der GRAS-Liste (Generally Recognized as Safe) für die FDA steht, was es ideal für Lebensmittel- und Getränkeanwendungen macht.
Beim Vergleich der Salpetersäure- und Zitronensäurepassivierung können Zitronensäurelösungen im Vergleich zu einer Salpetersäure-Passivierungslösung eine breitere Palette von Edelstahllegierungen effektiv passivieren, so dass Baugruppen aus mehreren Edelstahllegierungen passiviert werden können.
Passivierungschemikalien entfernen freies Eisen von der Oberfläche, können aber auch Nickel und Chrom aus Edelstahl entfernen. Das Entfernen von Nickel und Chrom reduziert das korrosionsbeständige Material an der Oberfläche und hinterlässt eine dünnere Oxidschicht. Zitronensäure-Passivierung entfernt selektiv Eisen über Nickel und Chrom und hinterlässt eine dickere korrosionsbeständige Oxidschicht als Salpetersäure-Passivierung
Einer der anderen Vorteile von Zitronensäure ist, dass die Badformulierung so eingestellt werden kann, dass die Zykluszeiten gegenüber Salpetersäure verkürzt werden, wodurch der Durchsatz erhöht und die Kosten für die Passivierung gegenüber Salpetersäure gesenkt werden. Zykluszeiten von nur 4 Minuten sind mit bestimmten Zitronensäurepassivierungsformulierungen möglich. Eine Zusammenfassung der verschiedenen Zitronensäurepassivierungskonzentrationen und -zeiten von ASTM A967 werden unten zur Verfügung gestellt.
- Zitronensäure 1: 4-10 w% Zitronensäure, 140-160F, 4 Minuten minimum
- Zitronensäure 2: 4-10 w% Zitronensäure, 120-140F, 10 Minuten minimum
- Zitronensäure 3: 4-10 w% Zitronensäure, 70-120F, 20 Minuten minimum
- Zitronensäure 4: Andere Kombinationen von Temperaturzeit und Konzentration von Zitronensäure mit oder ohne Chemikalien zur Verbesserung der Reinigung, Beschleuniger oder Inhibitoren, die Teile herstellen können, die die angegebenen Testanforderungen erfüllen.
- Seite 5: Andere Kombinationen von Temperaturzeit und Konzentration von Zitronensäure mit oder ohne Chemikalien zur Verbesserung der Reinigung, Beschleuniger oder Inhibitoren, die Teile herstellen können, die die angegebenen Testanforderungen erfüllen. Zu kontrollierendes Tauchbad bei einem pH-Wert von 1.8-2.2
Passivierungsvorbehandlung
Eine universelle Anforderung beim Vergleich der Salpetersäure- und Zitronensäurepassivierung ist die Notwendigkeit, Teile ordnungsgemäß vorzubehandeln. Für die martensitischen und ausscheidungsgehärteten Edelstahlsorten, die wärmebehandelt werden, besteht nach dem Härtungsprozess die Möglichkeit von Ablagerungen an den Teilen. Für bearbeitete Teile gibt es Schneidflüssigkeiten und andere Öle. Schließlich gibt es für Baugruppen Schweißschuppen und Wärmemarken. Alle diese Ablagerungen oder Öle, die auf einem Teil verbleiben, verringern den Korrosionsschutz des Materials und in der Passivierung hemmen die Wirksamkeit und können Teile beschädigen. Schuppen und Öle sollten vor der Passivierung entfernt werden. Öle können einfach von Teilen gereinigt oder dampfentfettet werden. Während Zunder entweder mit entkalkenden Mineralsäuren wie Salzsäure oder anorganischen Desoxidationsmitteln wie Kaliumpermanganat oder mit abrasiven Methoden wie Medienstrahlen oder Vibrationspolieren entfernt werden muss. Mechanische Zunderentfernungsmethoden werden für Teile empfohlen, die eine sehr gleichmäßige Oberfläche erfordern, insbesondere für Teile mit Wärmeeinflusszonen wie Schweißnähte.
Fazit
Die Passivierung von Edelstahl ist eine kritische Komponente bei der Herstellung von Edelstahlkomponenten, um eine vollständig optimierte Korrosionsbeständigkeit zu gewährleisten. Es gibt viele verschiedene Faktoren bei der Auswahl einer Zitronensäure vs Salpetersäure Passivierungsmethode und dieser Artikel behandelt einige der Grundlagen der Wahl eines Passivierungsverfahrens. Für weitere Informationen und welches Verfahren für Ihre Anwendung geeignet ist, wenden Sie sich bitte an ein Mitglied der Advanced Plating Technologies Sales & Engineering Group unter [email protected] oder 414.271.8138.