Pasivación de Ácido Nítrico vs Cítrico
Métodos de Pasivación Nítrico vs Cítrico
El acero inoxidable es un material inherentemente resistente a la corrosión, sin embargo, cuando el acero inoxidable se mecaniza, forma o fabrica, se puede introducir hierro libre en la superficie que puede corroerse independientemente del material base. La pasivación adecuada del acero inoxidable con un ácido oxidante como el ácido nítrico o cítrico elimina este hierro libre y promueve el crecimiento de una capa de óxido protectora delgada y densa que maximiza la resistencia a la corrosión del acero inoxidable. Dependiendo del tipo de acero inoxidable y de la aplicación final, ciertos procesos de pasivación pueden funcionar mejor en pasivación que otros. En este artículo compararemos la pasivación del ácido nítrico con la del ácido cítrico, que son las dos sustancias químicas primarias especificadas en ASTM A967 y AMS 2700.
Pasivación de ácido nítrico

Al comparar la pasivación nítrica vs. cítrica, el método más común utilizado en toda la industria es la pasivación de ácido nítrico. Los procesos de pasivación de ácido nítrico fueron los procesos de pasivación originales especificados en QQ-P-35, la primera especificación militar que abarca la pasivación, revisión A que se publicó en el decenio de 1960. La pasivación de ácido nítrico ofrece una gama de opciones para adaptar el potencial oxidante del ácido a un grado específico de acero inoxidable. Los diversos métodos y tipos de pasivación del ácido nítrico incluyen varias opciones calentadas, así como opciones que incluyen un dicromato de sodio.
Cuanto mayor sea la concentración de ácido nítrico y mayor sea la temperatura del ácido nítrico, mayor será el potencial oxidante de la química de pasivación. El dicromato de sodio también se puede agregar al ácido nítrico para aumentar la capacidad oxidante del baño, lo que lo hace mejor para aceros inoxidables menos resistentes a la corrosión, como los grados de acero inoxidable endurecido por precipitación, martensítico y ferrítico. Estos grados de acero inoxidable tienen menos níquel y cromo, lo que los hace más susceptibles al grabado. Cuanto mayor es el potencial oxidante de la química, más rápida y eficaz se forma la barrera de óxido pasiva en la superficie, reduciendo el potencial de grabado.
A continuación se proporciona un resumen de los diversos métodos de pasivación del ácido nítrico según ASTM A967:
- Nítrico 1: 20-25 v % de Ácido Nítrico, 2,5 w% de Dicromato de Sodio, 120-130F, mínimo de 20 Minutos
- Nítrico 2: 20-45 v% de Ácido Nítrico, 70-90F, mínimo de 30 Minutos
- Nítrico 3: Ácido Nítrico de 20-25 v%, 120-140F, mínimo de 20 Minutos
- 4 nítrico: 45-55 v% de ácido Nítrico, 120-130F, mínimo de 30 Minutos
- 5 Nítrico: Otras combinaciones de temperatura, tiempo y ácido con o sin acelerantes, inhibidores o soluciones patentadas capaces de producir piezas que superen los requisitos de prueba especificados
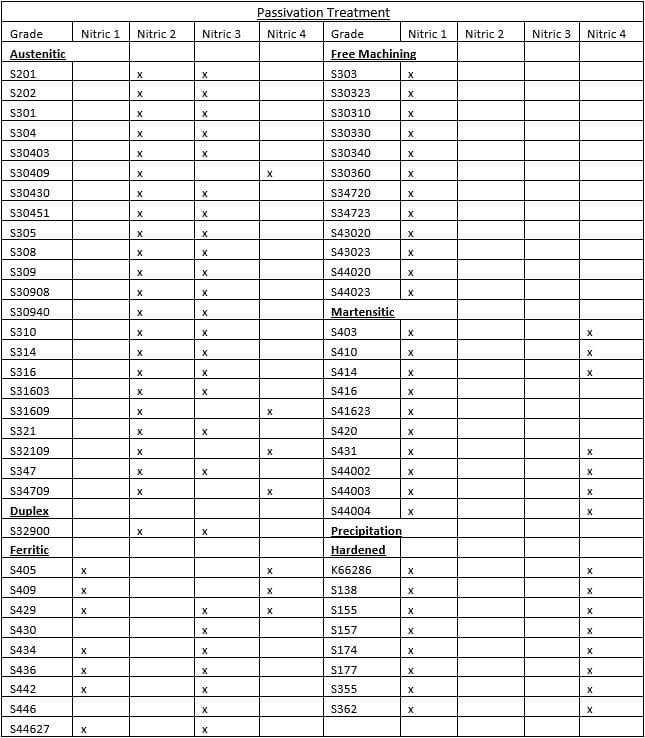
ASTM A967 también ofrece una referencia muy útil de grados de acero inoxidable al método recomendado de pasivación de ácido nítrico. Se presenta un resumen de este cuadro:
La contaminación de la química de pasivación puede provocar un ataque relámpago de la superficie, que produce una superficie fuertemente grabada o más oscura. Una contención común que conduce a un ataque relámpago son los cloruros, que pueden provenir de varias fuentes, incluido el arrastre de ácidos o el uso de cloruro en el agua. Además, la acumulación orgánica en baños de pasivación, como el arrastre de aceites de mecanizado de piezas que no se limpian correctamente, puede provocar un ataque de flash o un grabado del acero inoxidable. Como tal, es necesario realizar análisis analíticos periódicos y mantener los productos químicos de pasivación. Algunos métodos de pasivación también son más resistentes a los ataques relámpago que otros. Para la pasivación del ácido nítrico, los baños con mayor potencial oxidante también son más resistentes a los ataques relámpago. El ácido nítrico también es más resistente al ataque relámpago en comparación con el ácido cítrico.
Pasivación de ácido cítrico
La pasivación de ácido cítrico fue desarrollada por Adolf Coors brewing company para la pasivación del interior de barriles de cerveza. Ofrece una alternativa efectiva a la pasivación nítrica con menos problemas de manipulación y se considera respetuoso con el medio ambiente al estar en la lista GRAS (Generalmente Reconocida como Segura) para la FDA, lo que lo hace ideal para aplicaciones de alimentos y bebidas.
Al comparar la pasivación nítrica vs cítrica, las soluciones cítricas pueden pasivar de manera efectiva una gama más amplia de aleaciones de acero inoxidable en comparación con cualquier solución de pasivación de ácido nítrico, lo que permite pasivar conjuntos de varias aleaciones de acero inoxidable.
Los químicos de pasivación eliminan el hierro libre de la superficie, pero también pueden eliminar algo de níquel y cromo del acero inoxidable. La eliminación de níquel y cromo reduce el material resistente a la corrosión en la superficie, dejando una capa de óxido más delgada. La pasivación de ácido cítrico elimina selectivamente el hierro sobre el níquel y el cromo, dejando una capa de óxido resistente a la corrosión más gruesa que la pasivación de ácido nítrico
Una de las otras ventajas del ácido cítrico es que la formulación de baño se puede ajustar para reducir los tiempos de ciclo sobre el ácido nítrico, lo que permite aumentar el rendimiento y reducir los costos de la pasivación frente al ácido nítrico. Los tiempos de ciclo de hasta 4 minutos son posibles con ciertas formulaciones de pasivación de ácido cítrico. A continuación se presenta un resumen de las diversas concentraciones y tiempos de pasivación del ácido cítrico de la norma ASTM A967.
- Cítrico 1: 4-10 w% Ácido Cítrico, 140-160F, mínimo de 4 Minutos
- Cítrico 2: 4-10 w% Ácido Cítrico, 120-140F, mínimo de 10 Minutos
- Cítrico 3: 4-10 w% Ácido Cítrico, 70-120F, mínimo de 20 Minutos
- Citric 4: Otras combinaciones de tiempo de temperatura y concentración de ácido cítrico con o sin productos químicos para mejorar la limpieza, acelerantes o inhibidores capaces de producir piezas que superen los requisitos de prueba especificados.
- Cítrico 5: Otras combinaciones de tiempo de temperatura y concentración de ácido cítrico con o sin productos químicos para mejorar la limpieza, acelerantes o inhibidores capaces de producir piezas que superen los requisitos de ensayo especificados. Baño de inmersión a controlar a pH de 1.8-2.2
Pretratamiento de pasivación
Un requisito universal al comparar la pasivación de ácido nítrico con ácido cítrico es la necesidad de que las piezas se pretraten adecuadamente. Para el grado martensítico y los grados endurecidos por precipitación de acero inoxidable que son tratados térmicamente, existe un potencial de incrustación en las piezas después del proceso de endurecimiento. Para las piezas mecanizadas hay fluidos de corte y otros aceites. Finalmente, para los ensamblajes hay escala de soldadura y marcas de calor. Cualquiera de estas escamas o aceites dejados en una pieza reducen la protección anticorrosiva del material y en pasivación inhibirán la eficacia y pueden dañar las piezas. Las escamas y los aceites deben eliminarse antes de la pasivación. Los aceites se pueden limpiar o desengrasar con vapor de las piezas. Mientras que la escala debe eliminarse con ácidos minerales desincrustantes, como el ácido clorhídrico, o desoxidantes inorgánicos, como el permanganato de potasio, o con métodos abrasivos, como el granallado de medios o el pulido vibratorio. Se recomiendan métodos mecánicos de eliminación de incrustaciones para aquellas piezas que requieren una superficie muy uniforme, especialmente para piezas con zonas afectadas por el calor, como soldaduras.
Conclusión
La pasivación del acero inoxidable es un componente crítico en la fabricación de componentes de acero inoxidable para garantizar una resistencia a la corrosión totalmente optimizada. Hay muchos factores diferentes al elegir un método de pasivación cítrica vs nítrica y este artículo cubrió algunos de los conceptos básicos para elegir un proceso de pasivación. Para obtener información adicional y qué proceso puede ser adecuado para su aplicación, no dude en ponerse en contacto con un miembro de Advanced Plating Technologies Sales & Engineering group en [email protected] o 414.271.8138.