Passivation Nitrique vs Acide Citrique
Méthodes de passivation nitrique vs Citrique
L’acier inoxydable est un matériau intrinsèquement résistant à la corrosion, mais lorsque l’acier inoxydable est usiné, formé ou fabriqué, du fer libre peut être introduit sur la surface qui peut se corroder indépendamment du matériau de base. Une passivation appropriée de l’acier inoxydable avec un acide oxydant tel que l’acide nitrique ou citrique élimine ce fer libre et favorise la croissance d’une couche d’oxyde protecteur mince et dense qui maximise la résistance à la corrosion de l’acier inoxydable. Selon le type d’acier inoxydable et l’application finale, certains processus de passivation peuvent être plus performants que d’autres. Dans cet article, nous comparerons la passivation de l’acide nitrique et de l’acide citrique qui sont les deux chimies primaires spécifiées dans ASTM A967 et AMS 2700.
Passivation à l’acide nitrique

Lorsque l’on compare la passivation nitrique à la passivation citrique, la méthode la plus couramment utilisée dans l’industrie est la passivation à l’acide nitrique. Les procédés de passivation à l’acide nitrique étaient le traitement de passivation original spécifié dans QQ-P-35, la première spécification militaire couvrant la passivation, la révision A étant publiée dans les années 1960. La passivation à l’acide nitrique offre une gamme d’options pour personnaliser le potentiel oxydant de l’acide en fonction d’une nuance spécifique d’acier inoxydable. Les différentes méthodes et types de passivation de l’acide nitrique comprennent plusieurs options chauffées ainsi que des options comprenant un dichromate de sodium.
Plus la concentration en acide nitrique est élevée et plus la température de l’acide nitrique est élevée, plus la chimie de passivation présente un potentiel oxydant. Le dichromate de sodium peut également être ajouté à l’acide nitrique pour augmenter la capacité oxydante du bain, ce qui le rend meilleur pour les aciers inoxydables moins résistants à la corrosion, tels que les nuances d’acier inoxydable durcies par précipitation, martensitiques et ferritiques. Ces nuances d’acier inoxydable contiennent moins de nickel et de chrome, ce qui les rend plus sensibles à la gravure. Plus le potentiel oxydant de la chimie est élevé, plus la barrière d’oxyde passive se forme rapidement et efficacement à la surface, réduisant ainsi le potentiel de gravure.
Un résumé des différentes méthodes de passivation de l’acide nitrique selon la norme ASTM A967 est fourni ci-dessous:
- Nitrique 1: 20-25 v% Acide Nitrique, 2,5 w% Dichromate de sodium, 120-130F, 20 Minutes minimum
- Nitrique 2: 20-45 v% Acide Nitrique, 70-90F, 30 Minutes minimum
- Nitrique 3: 20-25 v% d’acide Nitrique, 120-140F, 20 Minutes minimum
- Nitrique 4: 45-55 v% d’acide Nitrique, 120-130F, 30 Minutes minimum
- Nitrique 5: Autres combinaisons de température, de temps et d’acide avec ou sans accélérants, inhibiteurs ou solutions brevetées capables de produire des pièces qui satisfont aux exigences d’essai spécifiées
ASTM A967 offre également une référence très utile des nuances d’acier inoxydable à la méthode recommandée de passivation de l’acide nitrique. Un résumé de ce tableau est fourni:
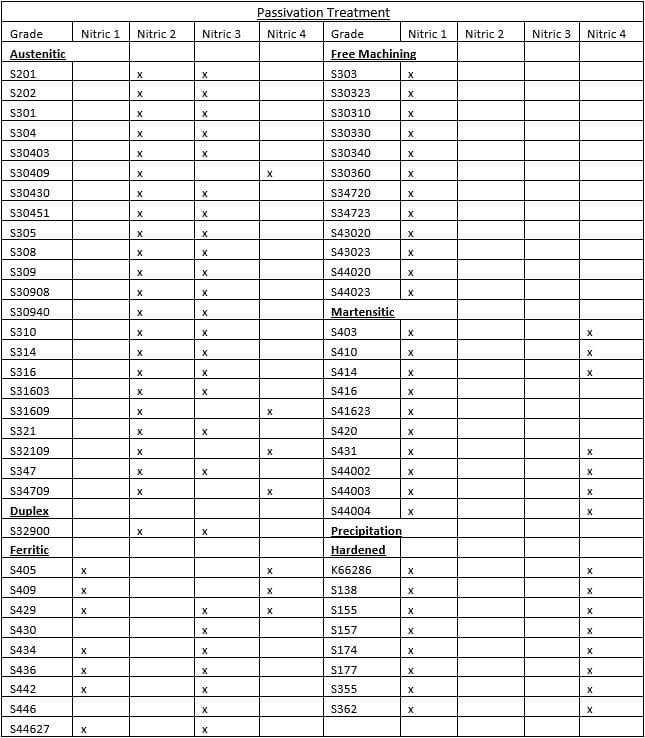
La contamination de la chimie de passivation peut entraîner une attaque éclair de la surface, qui produit une surface fortement gravée ou plus foncée. Un confinement commun qui conduit à une attaque éclair est les chlorures qui peuvent provenir de plusieurs sources, y compris en traînant des acides ou en utilisant du chlorure dans l’eau. De plus, une accumulation organique dans les bains de passivation, telle que la traînée d’huiles d’usinage provenant de pièces qui ne sont pas correctement nettoyées, peut entraîner une attaque éclair ou une gravure de l’acier inoxydable. En tant que tel, une analyse analytique régulière et une maintenance des produits chimiques de passivation sont nécessaires. Certaines méthodes de passivation sont également plus résistantes aux attaques flash que d’autres. Pour la passivation de l’acide nitrique, les bains à potentiel oxydant accru sont également plus résistants aux attaques éclair. L’acide nitrique est également plus résistant aux attaques éclair que l’acide citrique.
Passivation de l’acide citrique
La passivation de l’acide citrique a été développée par Adolf Coors brewing company pour la passivation de l’intérieur des fûts de bière. Il offre une alternative efficace à la passivation nitrique avec moins de problèmes de manipulation et est considéré comme respectueux de l’environnement figurant sur la liste GRAS (Généralement reconnue comme sûre) de la FDA, ce qui le rend idéal pour les applications alimentaires et de boissons.
Lorsque l’on compare la passivation nitrique à la passivation citrique, les solutions citriques peuvent passiver efficacement une plus large gamme d’alliages d’acier inoxydable par rapport à n’importe quelle solution de passivation d’acide nitrique, ce qui permet de passiver les assemblages de plusieurs alliages d’acier inoxydable.
Les produits chimiques de passivation éliminent le fer libre de la surface, mais peuvent également éliminer un peu de nickel et de chrome de l’acier inoxydable. L’élimination du nickel et du chrome réduit le matériau résistant à la corrosion à la surface, laissant une couche d’oxyde plus mince. La passivation de l’acide citrique élimine sélectivement le fer sur le nickel et le chrome, laissant une couche d’oxyde plus épaisse et résistante à la corrosion que la passivation de l’acide nitrique
Une fois que l’un des autres avantages de l’acide citrique est que la formulation du bain peut être ajustée pour réduire les temps de cycle par rapport à l’acide nitrique, ce qui permet d’augmenter le débit et de réduire les coûts de passivation par rapport à celui de l’acide nitrique. Des temps de cycle aussi bas que 4 minutes sont possibles avec certaines formulations de passivation d’acide citrique. Un résumé des différentes concentrations et temps de passivation de l’acide citrique de la norme ASTM A967 est fourni ci-dessous.
- Citrique 1: 4-10 w% Acide Citrique, 140-160F, 4 Minutes minimum
- Citrique 2: 4-10 w% Acide Citrique, 120-140F, 10 Minutes minimum
- Citrique 3: 4-10 w% Acide Citrique, 70-120F, 20 Minutes minimum
- Citrique 4: Autres combinaisons de temps de température et de concentration d’acide citrique avec ou sans produits chimiques pour améliorer le nettoyage, les accélérants ou les inhibiteurs capables de produire des pièces qui satisfont aux exigences d’essai spécifiées.
- Citrique 5: Autres combinaisons de temps de température et de concentration d’acide citrique avec ou sans produits chimiques pour améliorer le nettoyage, accélérateurs ou inhibiteurs capables de produire des pièces qui satisfont aux exigences d’essai spécifiées. Bain d’immersion à contrôler à pH de 1.8-2.2
Prétraitement de passivation
Une exigence universelle lors de la comparaison de la passivation à l’acide nitrique et à l’acide citrique est la nécessité de prétraiter correctement les pièces. Pour les nuances martensitiques et les nuances durcies par précipitation d’acier inoxydable qui sont traitées thermiquement, il existe un potentiel de tartre sur les pièces après le processus de durcissement. Pour les pièces usinées, il existe des fluides de coupe et d’autres huiles. Enfin, pour les assemblages, il y a des marques d’échelle de soudure et de chaleur. N’importe laquelle de ces écailles ou huiles laissées sur une pièce abaisse la protection contre la corrosion du matériau et en passivation inhibera l’efficacité et peut endommager les pièces. Les écailles et les huiles doivent être enlevées avant la passivation. Les huiles peuvent simplement être nettoyées ou dégraissées à la vapeur des pièces. Alors que le tartre doit être éliminé soit avec des acides minéraux détartrants tels que l’acide chlorhydrique, soit avec des désoxydants inorganiques tels que le permanganate de potassium, soit avec des méthodes abrasives telles que le dynamitage ou le polissage vibratoire. Des méthodes mécaniques d’élimination du tartre sont recommandées pour les pièces nécessitant une surface très uniforme, en particulier pour les pièces avec des zones affectées par la chaleur telles que les soudures.
Conclusion
La passivation de l’acier inoxydable est un composant essentiel dans la fabrication de composants en acier inoxydable pour assurer une résistance à la corrosion entièrement optimisée. Il existe de nombreux facteurs différents lors du choix d’une méthode de passivation citrique vs nitrique et cet article a couvert certaines des bases du choix d’un processus de passivation. Pour plus d’informations et savoir quel processus peut convenir à votre application, n’hésitez pas à contacter un membre du groupe d’ingénierie Advanced Plating Technologies Sales & à l’adresse suivante : [email protected] ou 414.271.8138.