pasywacja azotowa vs kwas cytrynowy
metody pasywacji azotowej vs cytrynowej
stal nierdzewna jest materiałem z natury odpornym na korozję, jednak gdy stal nierdzewna jest obrabiana, formowana lub wytwarzana, na powierzchnię można wprowadzić wolne żelazo, które może korodować niezależnie od materiału podstawowego. Odpowiednia pasywacja stali nierdzewnej kwasem utleniającym, takim jak kwas azotowy lub cytrynowy, usuwa to wolne żelazo i sprzyja wzrostowi cienkiej, gęstej ochronnej warstwy tlenku, która maksymalizuje odporność stali nierdzewnej na korozję. W zależności od rodzaju stali nierdzewnej i zastosowania końcowego niektóre procesy pasywacji mogą działać lepiej niż inne. W tym artykule porównamy pasywację kwasu azotowego z kwasem cytrynowym, które są dwiema podstawowymi substancjami chemicznymi określonymi w ASTM A967 i AMS 2700.
pasywacja kwasem azotowym

porównując pasywację azotową vs cytrynową, najczęstszą metodą stosowaną w całym przemyśle jest pasywacja kwasem azotowym. Procesy pasywacji kwasem azotowym były pierwotnymi procesami pasywacji określonymi w QQ-P-35, pierwszej wojskowej specyfikacji obejmującej pasywację, rewizja a wydana w latach 60. ubiegłego wieku.pasywacja kwasem azotowym oferuje szereg opcji dostosowywania potencjału utleniającego kwasu do konkretnego gatunku stali nierdzewnej. Różne metody i rodzaje pasywacji kwasu azotowego obejmują kilka opcji podgrzewania, a także opcje, które obejmują dichromian sodu.
im wyższe stężenie kwasu azotowego i im wyższa temperatura kwasu azotowego, tym większy potencjał utleniający ma Chemia pasywacyjna. Dichromian sodu można również dodać do kwasu azotowego, aby zwiększyć zdolność utleniającą kąpieli, co czyni ją lepszą dla mniej odpornych na korozję stali nierdzewnych, takich jak hartowane wydzieleniowo, martenzytyczne i ferrytyczne gatunki stali nierdzewnej. Te gatunki stali nierdzewnej mają mniej niklu i chromu, co czyni je bardziej podatnymi na trawienie. Im wyższy potencjał utleniający chemii, tym szybciej i skuteczniej powstaje na powierzchni bierna bariera tlenkowa, zmniejszając potencjał trawienia.
poniżej przedstawiono podsumowanie różnych metod pasywacji kwasu azotowego według ASTM A967:
- azotowy 1: 20-25 v% kwasu azotowego, 2,5 w% dichromianu sodu, 120-130f, 20 min minimum
- azotowy 2: 20-45 V% kwasu azotowego, 70-90F, 30 min minimum
- azotowy 3: 20-25 v% kwasu azotowego, 120-140F, 20 min minimum
- azot 4: 45-55 v% kwasu azotowego, 120-130F, 30 min minimum
- azot 5: inne kombinacje temperatury, czasu i kwasu z przyspieszaczami, inhibitorami lub zastrzeżonymi roztworami zdolnymi do wytwarzania części, które spełniają określone wymagania testowe
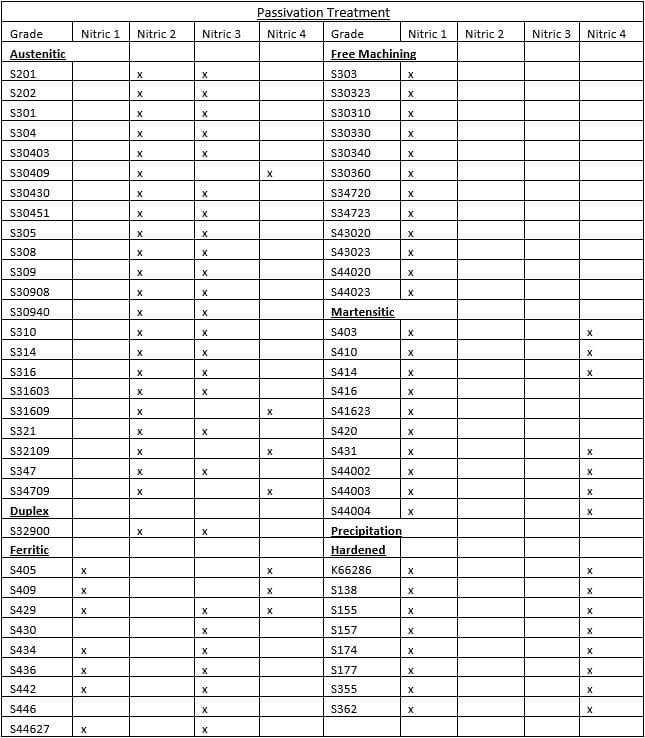
ASTM a967 oferuje również bardzo przydatne odniesienie do gatunków stali nierdzewnej do zalecanej metody pasywacji kwasem azotowym. Streszczenie tej tabeli znajduje się:
zanieczyszczenie chemii pasywacyjnej może prowadzić do ataku błysku powierzchni, który wytwarza mocno wytrawioną lub ciemniejszą powierzchnię. Powszechnym zabezpieczeniem, które prowadzi do ataku błysku, są chlorki, które mogą pochodzić z kilku źródeł, w tym przeciągania kwasów lub używania chlorków w wodzie. Ponadto organiczne nagromadzenie się w kąpielach pasywacyjnych, takich jak przeciąganie olejów do obróbki z części, które nie są odpowiednio oczyszczone, może prowadzić do ataku błysku lub trawienia stali nierdzewnej. W związku z tym wymagana jest regularna analiza analityczna i konserwacja chemii pasywacyjnej. Niektóre metody pasywacji są również bardziej odporne na ataki flash niż inne. W przypadku pasywacji kwasem azotowym kąpiele o zwiększonym potencjale utleniającym są również bardziej odporne na ataki błysku. Kwas azotowy jest również bardziej odporny na atak błysku w porównaniu do kwasu cytrynowego.
pasywacja kwasem cytrynowym
pasywacja kwasem cytrynowym została opracowana przez Adolf Coors brewing company do pasywacji wnętrza beczek piwnych. Oferuje skuteczną alternatywę dla pasywacji azotowej przy mniejszych problemach z obsługą i jest uważany za przyjazny dla środowiska na liście GRAS (ogólnie uznawanej za bezpieczną) dla FDA, co czyni go idealnym do zastosowań w żywności i napojach.
porównując pasywację azotową vs cytrynową, roztwory cytrynowe mogą skutecznie pasywować szerszą gamę stopów stali nierdzewnej w porównaniu z dowolnym roztworem pasywacji kwasu azotowego, umożliwiając pasywację kilku stopów stali nierdzewnej.
Chemia Pasywacyjna usuwa wolne żelazo z powierzchni, ale może również usunąć trochę niklu i chromu ze stali nierdzewnej. Usuwanie niklu i chromu zmniejsza odporność na korozję materiału na powierzchni, pozostawiając cieńszą warstwę tlenku. Pasywacja kwasem cytrynowym selektywnie usuwa żelazo na nikiel i chrom, pozostawiając grubszą warstwę tlenku odpornego na korozję niż pasywacja kwasem azotowym
jedną z innych zalet kwasu cytrynowego jest formuła kąpieli, którą można dostosować w celu skrócenia czasu cyklu w stosunku do kwasu azotowego, co pozwala na zwiększenie przepustowości i zmniejszenie kosztów pasywacji w porównaniu z kwasem azotowym. Czasy cyklu tak niskie, jak 4 minuty są możliwe w przypadku niektórych preparatów pasywacyjnych kwasu cytrynowego. Poniżej przedstawiono podsumowanie różnych stężeń i czasów pasywacji kwasu cytrynowego z ASTM A967.
- cytryn 1: 4-10 w% kwasu cytrynowego, 140-160F, 4 Min minimum
- Cytryn 2: 4-10 w% kwasu cytrynowego, 120-140F, 10 min minimum
- Cytryn 3: 4-10 w% kwasu cytrynowego, 70-120F, 20 min minimum
- cytryn 4: inne kombinacje czasu temperatury i stężenia kwasu cytrynowego z lub bez chemikaliów w celu zwiększenia czyszczenia, przyspieszaczy lub inhibitorów zdolnych do wytwarzania części, które spełniają określone wymagania testowe.
- cytrynowa 5: Inne kombinacje czasu temperatury i stężenia kwasu cytrynowego z lub bez chemikaliów w celu zwiększenia czyszczenia, przyspieszaczy lub inhibitorów zdolnych do wytwarzania części, które spełniają określone wymagania testowe. Kąpiel zanurzeniowa kontrolowana przy pH 1.8-2.2
obróbka wstępna pasywacji
uniwersalnym wymogiem przy porównywaniu pasywacji kwasu azotowego i cytrynowego jest potrzeba odpowiedniej obróbki wstępnej części. W przypadku gatunków martenzytycznych i hartowanych wydzieleniowo stali nierdzewnej, które są poddawane obróbce cieplnej, istnieje potencjał skali na częściach po procesie hartowania. Dla części obrabianych są płyny tnące i inne oleje. Wreszcie, w przypadku zespołów istnieje skala spawania i znaki cieplne. Każda z tych skal lub olejów pozostawionych na części obniża ochronę antykorozyjną materiału, a w pasywacji hamuje skuteczność i może uszkodzić części. Łuski i oleje należy usunąć przed pasywacją. Oleje można po prostu czyścić lub odparowywać części. Podczas gdy skala musi być usuwana za pomocą odkamieniania kwasów mineralnych, takich jak kwas solny, lub nieorganicznych odtleniaczy, takich jak nadmanganian potasu lub za pomocą metod ściernych, takich jak piaskowanie mediów lub polerowanie wibracyjne. Mechaniczne metody usuwania kamienia są zalecane dla tych części, które wymagają bardzo jednolitej powierzchni, szczególnie dla części ze strefami wpływającymi na ciepło, takich jak spawania.
wniosek
pasywacja stali nierdzewnej jest kluczowym elementem w produkcji elementów ze stali nierdzewnej, aby zapewnić w pełni zoptymalizowaną odporność na korozję. Istnieje wiele różnych czynników przy wyborze metody pasywacji cytrynowej vs azotowej, a w tym artykule omówiono niektóre podstawy wyboru procesu pasywacji. Aby uzyskać dodatkowe informacje i jaki proces może być odpowiedni dla Twojej aplikacji, skontaktuj się z członkiem Advanced Plating Technologies Sales & Engineering group pod adresem [email protected] lub 414.271.8138.