Nítrico vs Ácido Cítrico Passivação
Nítrico vs Cítrico Métodos de Passivação
o aço Inoxidável é um inerentemente resistentes à corrosão do material, no entanto, quando o aço inoxidável é usinado, formado ou fabricados de ferro livre pode ser introduzido para a superfície que pode corroer independente do material de base. A passivação adequada do aço inoxidável com um Ácido Oxidante como o ácido nítrico ou o ácido cítrico remove este ferro livre e promove o crescimento de uma camada fina e densa de óxido Protector que maximiza a resistência à corrosão do aço inoxidável. Dependendo do tipo de aço inoxidável e aplicação final certos processos de passivação podem ter melhor desempenho em passivação do que outros. Neste artigo compararemos a passivação de ácido nítrico vs ácido cítrico que são os dois principais químicos especificados na ASTM A967 e na AMS 2700.
passivação de ácido nítrico

ao comparar a passivação de ácido nítrico vs cítrico, o método mais comum utilizado em toda a indústria é a passivação de ácido nítrico. O ácido Nítrico processos de passivação foi o original de passivação processados especificado em QQ-P-35, a primeira especificação militar cobertura de passivação, A revisão está sendo lançada na década de 1960. Ácido nítrico passivação oferece uma gama de opções para personalizar o potencial de oxidação do ácido para atender um determinado tipo de aço inoxidável. Os vários métodos e tipos de passivação de ácido nítrico incluem várias opções aquecidas, bem como opções que incluem um dicromato de sódio.
quanto maior a concentração de ácido nítrico e maior a temperatura do ácido nítrico, maior o potencial oxidante que a química da passivação tem. Dicromato de sódio também pode ser adicionado ao ácido nítrico para aumentar a capacidade oxidante do banho tornando-o melhor para a resistência menos à corrosão de aços inoxidáveis, tais como graus de precipitação endurecida, martensítica e ferritica de aço inoxidável. Estes tipos de aço inoxidável têm menos níquel e crómio, tornando-os mais susceptíveis à gravura. Quanto maior o potencial oxidante da química, mais rápida e eficaz a barreira do óxido passivo é formada na superfície, reduzindo o potencial de gravura.
Um resumo dos vários ácido nítrico passivação por métodos ASTM A967 é fornecida abaixo:
- Nítrico 1: 20-25 v% de Ácido Nítrico, 2,5 w% de Sódio, Dicromato, 120-130F, 20 Minutos mínimo de
- Nítrico 2: 20-45 v% de Ácido Nítrico, 70-90F, 30 Minutos mínimo de
- Nítrico 3: 20-25 v% de Ácido Nítrico, 120-140F, 20 Minutos mínimo de
- Nítrico 4: 45-55 v% de Ácido Nítrico, 120-130F, 30 Minutos mínimo de
- Nítrico 5: Outras combinações de temperatura, o tempo e o ácido, com ou sem accelerants, inibidores ou soluções proprietárias capaz de produzir peças que passam o teste especificado requisitos
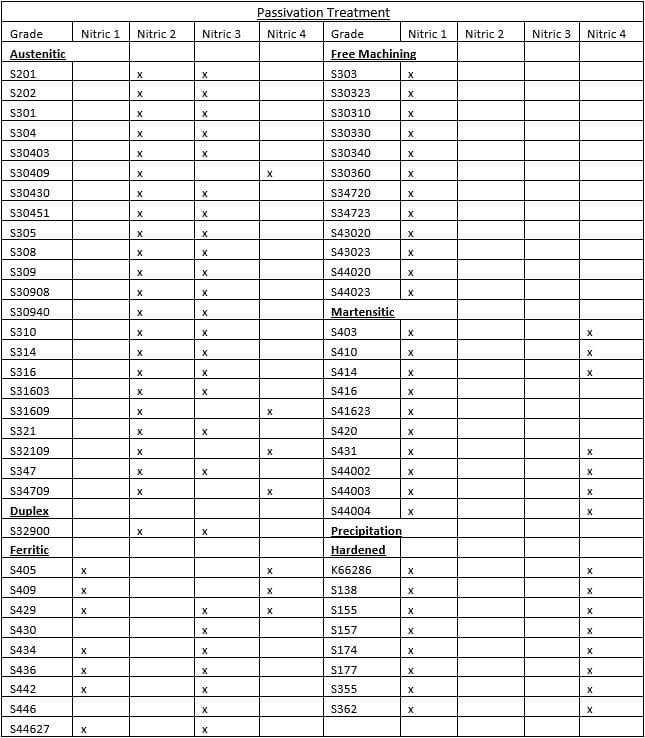
ASTM A967 também oferece uma referência muito útil de tipos de aço inoxidável para o método recomendado de ácido nítrico de passivação. É apresentado um resumo deste quadro.:
contaminação da passivação química pode levar a um ataque flash da superfície, que produz uma superfície fortemente gravada ou mais escura. Uma contenção comum que leva ao ataque flash são cloretos que podem vir de várias fontes, incluindo arrastar ácidos ou usar cloreto na água. Além disso, o acúmulo orgânico em banhos de passivação, como o arrastamento de óleos de usinagem de partes que não são devidamente limpos, pode levar a ataque flash ou gravação do aço inoxidável. Como tal, é necessária uma análise analítica regular e a manutenção dos químicos de passivação. Alguns métodos de passivação também são mais resistentes a ataques de flash do que outros. Para a passivação de ácido nítrico, os banhos com maior potencial oxidante também são mais resistentes aos ataques de flash. O ácido nítrico também é mais resistente ao ataque flash em comparação com o ácido cítrico. A passivação de ácido cítrico foi desenvolvida por Adolf Coors brewing company para a passivação do interior de barris de cerveja. Ele oferece uma alternativa eficaz à passivação nítrica com menos preocupações de manuseio e é considerado ambientalmente amigável estar na lista GRAS (geralmente reconhecido como Seguro) para a FDA tornando-o ideal para aplicações de alimentos e bebidas.
ao comparar a passivação nítrica vs cítrica, as soluções cítricas podem efetivamente passivar uma gama mais ampla de ligas de aço inoxidável em comparação com qualquer solução de passivação de ácido nítrico, permitindo que Conjuntos de várias ligas de aço inoxidável sejam passivados.
os químicos de passivação removem o ferro livre da superfície, mas também podem remover algum níquel e crómio do aço inoxidável. A remoção do níquel e do cromado reduz o material resistente à corrosão na superfície, deixando uma camada de óxido mais fina. A passivação de ácido cítrico remove selectivamente ferro sobre níquel e crómio deixando uma camada mais espessa de óxido resistente à corrosão do que a passivação de ácido nítrico
uma vez que as outras vantagens do ácido cítrico é a formulação do banho pode ser ajustada para reduzir os tempos de ciclo sobre o ácido nítrico, permitindo aumentar o rendimento e reduzir os custos de passivação versos de ácido nítrico. Os tempos de ciclo tão baixos quanto 4 minutos são possíveis com determinadas formulações de passivação de ácido cítrico. Apresenta-se a seguir um resumo das várias concentrações e tempos de passivação de ácido cítrico a partir da ASTM A967.
- Cítrico 1: 4-10 w% de Ácido Cítrico, 140-160F, 4 Minutos mínimo de
- Cítrico a 2: 4-10 w% de Ácido Cítrico, 120-140F, 10 Minutos mínimo de
- Cítrico 3: 4-10 w% de Ácido Cítrico, 70-120F, 20 Minutos mínimo de
- Cítrico 4: Outras combinações de temperatura, tempo e concentração de ácido cítrico com ou sem produtos químicos para aumentar a limpeza, accelerants ou inibidores capazes de produzir peças que passam especificados os requisitos de teste.
- cítrico 5: Outras combinações de tempo de temperatura e de concentração de ácido cítrico com ou sem produtos químicos para melhorar a limpeza, acelerantes ou inibidores capazes de produzir peças que cumpram os requisitos de ensaio especificados. Banho de imersão a controlar a pH de 1.8-2.2
passivação pré-tratamento
uma exigência universal ao comparar a passivação de ácido nítrico vs ácido cítrico é a necessidade de peças serem adequadamente pré-tratadas. Para o grau martensítico e graus endurecidos de precipitação de aço inoxidável que são tratados termicamente, há um potencial para escala nas partes após o processo de endurecimento. Para peças maquinadas há fluidos de corte e outros óleos. Finalmente, para os conjuntos há escala de soldadura e marcas de calor. Qualquer uma destas escamas ou óleos deixados em uma parte menor a proteção anticorrosiva do material e na passivação irá inibir a eficácia e pode danificar partes. Escamas e óleos devem ser removidos antes da passivação. Os óleos podem simplesmente ser limpos ou desengordurados por vapor. Enquanto a escala precisa ser removida com ácidos minerais descalíveis, tais como ácido clorídrico, ou desoxidantes inorgânicos, tais como permanganato de potássio ou com métodos abrasivos, tais como explosão de mídia ou polimento vibratório. Os métodos de remoção à escala mecânica são recomendados para as partes que requerem uma superfície muito uniforme, especialmente para as partes com zonas afetadas pelo calor, tais como soldagens.
conclusão
a passivação de aço inoxidável é um componente crítico no fabrico de componentes de aço inoxidável para garantir uma resistência à corrosão totalmente optimizada. Há muitos fatores diferentes ao escolher um método de passivação cítrica vs nítrico e este artigo cobriu alguns dos fundamentos da escolha de um processo de passivação. Para informações adicionais e que processo pode ser certo para a sua aplicação, por favor, sinta-se livre para entrar em contato com um membro do Advanced Plating Technologies Sales & grupo de engenharia em [email protected] ou 414.271.8138.