salpetersyra vs citronsyra passivering
salpetersyra vs citronsyra passivering metoder
rostfritt stål är ett naturligt korrosionsbeständigt material, men när rostfritt stål bearbetas, bildas eller tillverkas fritt järn kan införas på ytan som kan korrodera oberoende av basmaterialet. Korrekt passivering av rostfritt stål med en oxiderande syra såsom salpetersyra eller citronsyra avlägsnar detta fria järn och främjar tillväxten av ett tunt, tätt skyddande oxidskikt som maximerar korrosionsbeständigheten hos det rostfria stålet. Beroende på typen av rostfritt stål och slutapplikation kan vissa passiveringsprocesser fungera bättre vid passivering än andra. I den här artikeln kommer vi att jämföra salpetersyra mot citronsyrapassivering som är de två primära kemierna som anges i ASTM A967 och AMS 2700.
Salpetersyrapassivering

vid jämförelse av salpetersyra mot citronpassivering är den vanligaste metoden som används i hela industrin salpetersyrapassivering. Salpetersyrapassiveringsprocesserna var den ursprungliga passiveringsprocess som specificerades i QQ-P-35, den första militära specifikationen som täcker passivering, revision A släpptes på 1960-talet. Salpetersyrapassivering erbjuder en rad alternativ för att anpassa syraens oxidationspotential för att passa en specifik rostfritt stål. De olika metoderna och typerna av salpetersyrapassivering inkluderar flera uppvärmda alternativ samt alternativ som inkluderar ett natriumdikromat.
ju högre salpetersyrakoncentration och ju högre salpetersyratemperatur, desto mer oxiderande potential har passiveringskemin. Natriumdikromat kan också tillsättas salpetersyran för att öka badets oxidationsförmåga vilket gör det bättre för mindre korrosionsbeständiga rostfria stål, såsom utfällningshärdade, martensitiska och ferritiska kvaliteter av rostfritt stål. Dessa kvaliteter av rostfritt stål har mindre nickel och krom i dem vilket gör dem mer mottagliga för etsning. Ju högre kemisk oxidationspotential, desto snabbare och effektivare bildas den passiva oxidbarriären på ytan, vilket minskar potentialen för etsning.
en sammanfattning av de olika salpetersyrapassiveringsmetoderna per ASTM A967 tillhandahålls nedan:
- salpetersyra 1: 20-25 v% salpetersyra, 2,5 w% Natriumdikromat, 120-130F, 20 min minimum
- salpetersyra 2: 20-45 v % salpetersyra, 70-90F, 30 min minimum
- salpetersyra 3: 20-25 v% salpetersyra, 120-140F, 20 min minimum
- salpetersyra 4: 45-55 v% salpetersyra, 120-130F, 30 min minimum
- salpetersyra 5: andra kombinationer av temperatur, tid och syra med eller utan acceleratorer, hämmare eller proprietära lösningar som kan producera delar som klarar de angivna testkraven
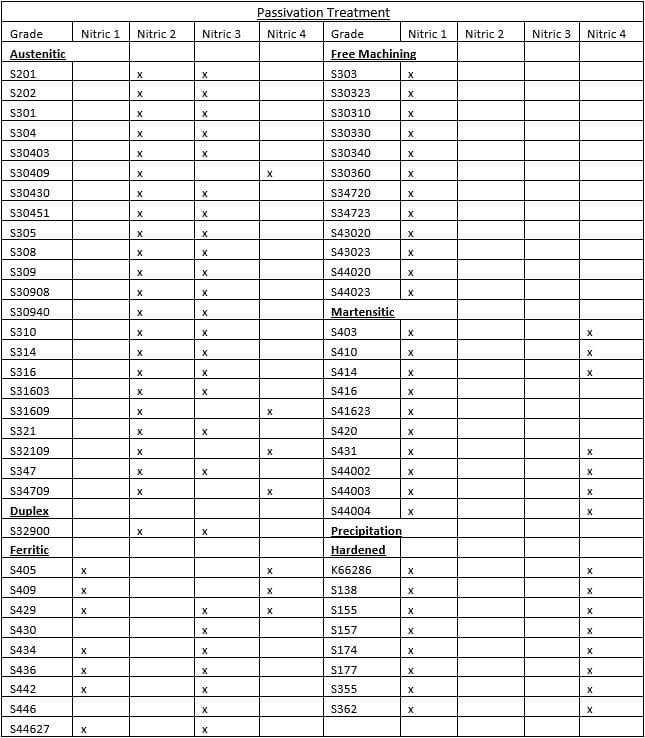
ASTM a967 erbjuder också en mycket användbar referens av rostfria stålkvaliteter till den rekommenderade metoden för Salpetersyrapassivering. En sammanfattning av denna tabell tillhandahålls:
kontaminering av passivationskemi kan leda till blixtattack på ytan, vilket ger en kraftigt etsad eller mörkare yta. En vanlig inneslutning som leder till flash attack är klorider som kan komma från flera källor, inklusive att dra i syror eller använda klorid i vattnet. Dessutom kan organisk uppbyggnad i passiveringsbad, såsom indragning av bearbetningsoljor från delar som inte är ordentligt rengjorda, leda till blixtattack eller etsning av rostfritt stål. Som sådan krävs regelbunden analytisk analys och underhåll av passivationskemi. Vissa passiveringsmetoder är också mer motståndskraftiga mot flashattacker än andra. För salpetersyrapassivering är baden med ökad oxidationspotential också mer resistenta mot flashattacker. Salpetersyra är också mer motståndskraftig mot flash attack jämfört med citronsyra.
citronsyra passivering
citronsyra passivering utvecklades av Adolf Coors brewing company för passivering av insidan av öl fat. Det erbjuder ett effektivt alternativ till kvävepassivering med mindre hanteringsproblem och anses vara miljövänligt på Gras (allmänt erkänd som säker) lista för FDA vilket gör den idealisk för mat och dryck applikationer.
vid jämförelse av salpetersyra mot citronpassivering kan citronlösningar effektivt passivera ett bredare spektrum av rostfria stållegeringar jämfört med någon salpetersyrapassiveringslösning, vilket möjliggör att aggregat av flera rostfria stållegeringar passiveras.
Passivationskemi tar bort fritt järn från ytan men kan också ta bort lite nickel och krom från rostfritt stål. Att ta bort nickel och krom minskar det korrosionsbeständiga materialet vid ytan och lämnar ett tunnare oxidskikt. Citronsyrapassivering avlägsnar selektivt järn över nickel och krom och lämnar ett tjockare korrosionsbeständigt oxidskikt än salpetersyrapassivering
en gång av de andra fördelarna med citronsyra är badformuleringen kan justeras för att minska cykeltiderna över salpetersyra, vilket möjliggör ökad genomströmning och minskade kostnader för passiveringsverser som salpetersyra. Cykeltider så låga som 4 minuter är möjliga med vissa citronsyrapassiveringsformuleringar. En sammanfattning av de olika citronsyrapassiveringskoncentrationerna och tiderna från ASTM A967 ges nedan.
- citronsyra 1: 4-10 w% citronsyra, 140-160F, 4 Min minimum
- citronsyra 2: 4-10 w% citronsyra, 120-140F, 10 min minimum
- citronsyra 3: 4-10 w% citronsyra, 70-120F, 20 min minimum
- citronsyra 4: andra kombinationer av temperaturtid och koncentration av citronsyra med eller utan kemikalier för att förbättra rengöring, acceleratorer eller hämmare som kan producera delar som klarar de angivna provningskraven.
- citronsyra 5: Andra kombinationer av temperaturtid och koncentration av citronsyra med eller utan kemikalier för att förbättra rengöringen, acceleratorer eller hämmare som kan producera delar som klarar de angivna provningskraven. Nedsänkningsbad som ska kontrolleras vid pH av 1.8-2.2
Passiveringsförbehandling
ett universellt krav vid jämförelse av salpetersyra mot citronsyrapassivering är behovet av att delar ska förbehandlas ordentligt. För martensitisk kvalitet och utfällningshärdade kvaliteter av rostfritt stål som värmebehandlas finns det en potential för skala på delarna efter härdningsprocessen. För bearbetade delar finns skärvätskor och andra oljor. Slutligen finns det svetsskala och värmemärken för aggregat. Någon av dessa skalor eller oljor kvar på en del lägre korrosionsskydd av materialet och i passivering kommer att hämma effektiviteten och kan skada delar. Vågar och oljor bör avlägsnas före passivering. Oljor kan enkelt rengöras eller ånga avfettas av delar. Medan skalan måste avlägsnas antingen med avkalkning av mineralsyror såsom saltsyra eller oorganiska deoxideringsmedel såsom kaliumpermanganat eller med slipmedel såsom mediablästring eller vibrationspolering. Mekaniska skalborttagningsmetoder rekommenderas för de delar som kräver en mycket jämn yta, särskilt för delar med värmepåverkade zoner som svetsningar.
slutsats
passivering av rostfritt stål är en kritisk komponent vid tillverkning av komponenter i rostfritt stål för att säkerställa fullt optimerad korrosionsbeständighet. Det finns många olika faktorer när man väljer en citronsyra vs salpetersyra passivation metod och den här artikeln täckte några av grunderna för att välja en passivation process. För ytterligare information och vilken process som kan vara rätt för din ansökan är du välkommen att kontakta en medlem av Advanced Plating Technologies Sales & Engineering group på [email protected] eller 414.271.8138.